
Рабочая инструкция электрогазосварщика: Должностная инструкция электрогазосварщика. Образец 2021 года
Должностная инструкция электрогазосварщика. Образец 2021 года
Профессия электрогазосварщика является распространённой и высокооплачиваемой. Её охотно выбирают студенты профильных образовательных учреждений. Перед тем, как приступить к работе по профессии, сотруднику необходимо ознакомиться со своими обязанностями и пройти инструктаж по охране труда. Основная информация, регламентирующая рабочие моменты, содержится в должностной инструкции электрогазосварщика. Как раз её-то мы и составляем ниже.
ФАЙЛЫ
Скачать образец должностной инструкции электрогазосварщика .doc
Образец должностной инструкции электрогазосварщика
1. Общие положения
Электрогазосварщик обязан знать:
- особенности правил резки и сварки;
- устройство и особенности использования сварочных аппаратов;
- правила эксплуатации оборудования, с которым ему предстоит работать;
- последовательность наложения и затирки швов;
- технологические особенности материалов, с которыми ему предстоит работать;
- нормы и правила работы, действующие на предприятии;
- правила пожарной безопасности и обращения со средствами пожаротушения;
- основные положения инструкции по охране труда.


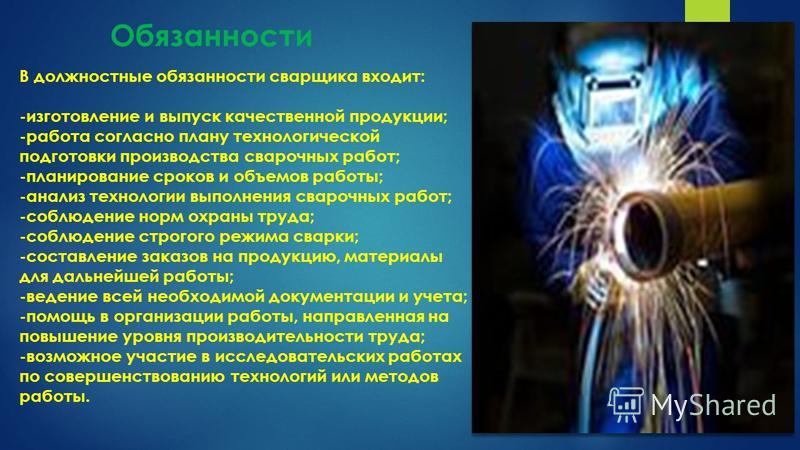
2. Должностные обязанности электрогазосварщика
Электрогазосварщик обязан:
- проводить подготовительные работы перед сваркой;
- производить затирку швов;
- проверять и настраивать оборудование, необходимое для работы;
- разбираться в устройстве газовых баллонов;
- уметь выбирать марку электродов под конкретный сорт металла;
- знать разновидности электродов;
- уметь читать чертежи;
- уметь читать электросхемы и знать устройство сварочного аппарата;
- устанавливать оптимального режим сварки;
- выполнять сварочные работы, прихватки элементов конструкции, выплавку, дуговую резку простых деталей;
- устранять дефекты поверхности металла, появившиеся после выполнения сварочных работ;
- контролировать стандарты конструкции, указанные в чертежах;
- участвовать в мероприятиях, повышающих уровень его квалификации;
- принимать участие в инструктажах, касающихся противопожарной безопасности и правил охраны труда;
- проходить медицинский осмотр в период, обозначенный работодателем;
- не нарушать режим труда, установленный в организации;
- знать причины появления дефектов на металле и уметь избавляться от них;
- уметь накладывать вертикальный шов.

3. Права электрогазосварщика
Электрогазосварщик имеет право:
- требовать от работодателя предоставления соответствующих нормам действующего законодательства условий труда;
- выдвигать предложения, касающиеся оптимизации и улучшения условий труда;
- просить у руководства предоставить необходимый инвентарь и оборудование для работы;
- советоваться с руководством и просить оказать содействие в выполнении своих обязанностей;
- изучать приказы руководства, касающиеся изменений в специфике его деятельности;
- сообщать руководству о недостатках, выявленных в процессе осуществления им своей деятельности;
- запрашивать документы и материалы, требующиеся для осуществления им профессиональной деятельности;
- повышать уровень имеющейся у него квалификации;
- требовать от руководства предоставления бесплатной спецодежды и обуви;
- привлекать других работников участка для разрешения задач, поставленных руководителем;
- получать компенсацию в случае получения им производственной травмы за понесённые расходы на лечение и последующую реабилитацию.

4.Ответственность сотрудника
Руководитель вправе наложить дисциплинарное взыскание на сотрудника за:
- нарушение трудового законодательства России;
- нарушение норм труда, установленных в компании;
- умышленную порчу имущества работодателя или нанесение иных видов ущерба, предусмотренных нормами действующего законодательства РФ;
- совершение правонарушений на предприятии, не попадающих под действие Уголовного или Административного Кодексов РФ;
- появление на рабочем месте в состоянии алкогольного, наркотического или других видах опьянения;
- отказ в подчинении своему непосредственному руководителю.
Корректировка и визирование документа
Изменения в должностную инструкцию вносятся по обоюдному согласию сторон, если иное не предусмотрено условиями устава предприятия или трудового соглашения, заключённого между работником и работодателем.
Изменения вносятся в документ не реже, чем раз в пять лет (с момента подписания сторонами настоящей ДИ), однако по желанию сторон изменения могут вноситься и раньше, после предварительного согласования.
Должностная инструкция заверяется подписями соискателя, претендующего на должность электрогазосварщика, и сотрудника, контролирующего процесс подбора персонала (специалист по кадрам, руководитель направления, директор предприятия и т.п.).
Пояснения к должностной инструкции
Должностная инструкция состоит из четырех основных пунктов:
- Общие положения.
- Должностные обязанности.
- Права электрогазосварщика.
- Ответственность сотрудника при ненадлежащем исполнении им трудового распорядка.
Общие положения
Общие положения вносятся в документ, исходя из локальных норм. Обязательно указываются персональные данные непосредственного руководителя электрогазосварщика. Не менее важна отметка о том, какой сотрудник будет замещать его во время отсутствия. Эти сведения указываются в самом начале инструкции перед её содержанием.
Требования к квалификации прописываются в первом или втором разделах должностной инструкции.
Квалификационные требования вносятся в должностную инструкцию с учётом разряда работника. Если электрогазосварщику придётся работать с механической сваркой, то это отражается в должностной инструкции. Если же сотрудник будет заниматься ручной сваркой, то необходим указать её вид:
Если электрогазосварщику придётся работать с механической сваркой, то это отражается в должностной инструкции. Если же сотрудник будет заниматься ручной сваркой, то необходим указать её вид:
- газовая;
- плазменная;
- дуговая.
Пункты должностной инструкции составляются максимально информативно. Чем понятней озвучены формулировки, тем проще работнику их понять. Если же электрогазосварщик не справляется со своими обязанностями, то работодателю будет легче предъявить обоснованные претензии, указав на соответствующий пункт должностной инструкции.
Обязанности
Обязательно прописываются все должностные обязанности электрогазосварщика. Если какой-либо пункт не будет отражен в инструкции, то работодатель не вправе применить к сотруднику дисциплинарное взыскание за неисполнение им своих обязанностей.
Права работника
Раздел отражает права работника на месте его трудоустройства. Работник имеет право на получение бесплатной спецодежды и обуви. Он может обращаться за разрешением возникших проблем к руководству и получать от него всяческое содействие. Законно и право работника на получение компенсации в случае получения им увечья на производстве. Этот пункт предназначен для разрешения споров, возникших по вине работодателя.
Он может обращаться за разрешением возникших проблем к руководству и получать от него всяческое содействие. Законно и право работника на получение компенсации в случае получения им увечья на производстве. Этот пункт предназначен для разрешения споров, возникших по вине работодателя.
Компенсация не предоставляется работнику в том случае, если травму он получил вследствие халатности или ненадлежащего исполнения своих обязанностей.
Ответственность
Работник привлекается к ответственности, предусмотренной законодательством РФ в том случае, если его действия представляют угрозу для окружающих или организации, в которой он работает. Привлечь электрогазосварщика могут к различным видам ответственности, вплоть до уголовной. Предназначение данного пункта сводится к разрешению споров между сторонами, возникающими в результате неправомерных действий электрогазосварщика на рабочем месте.
Электрогазосварщик не является полностью материально ответственным лицом. При нанесении им ущерба, руководитель не сможет взыскать с него сумму, равную объёму среднемесячного заработка. Эта норма регулируется действующим законодательством России.
Эта норма регулируется действующим законодательством России.
Руководитель визирует документ своей подписью, печать на инструкции ставить не обязательно. Электрогазосварщик обязан расписаться в специальном журнале, подтверждая, что он ознакомился с содержанием ДИ.
ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ ЭЛЕКТРОГАЗОСВАРЩИКА 5-ГО РАЗРЯДА I. Общие положения
II. Должностные обязанности
III. Права Электрогазосварщик имеет право:
IV. Ответственность Электрогазосварщик несет ответственность за:
|




Инструкция по охране труда электросварщика
1.Общие положения
1.1 Данная инструкция определяет требования безопасности перед началом работы, во время выполнения работы, по окончании работы и в аварийных ситуациях электросварщиками.
1.2 Для выполнения обязанностей электросварщика допускаются мужчины не моложе 18 лет, прошедшие медицинский осмотр, предусмотренный требованиями ДНОАП 0.00-1.16-96 “Правила аттестации сварщиков“, освидетельствование с целью определения соответствия их физического состояния требованиям, предъявляемым к этой профессии, прошедшие специальную подготовку, проверку теоретических знаний и практических навыков по конкретным способам сварки и определенным видам сварочных работ, сдавшие экзамен аттестационной комиссии с оформлением его результатов в специальном удостоверении и прошедшие стажировку на рабочем месте в течение 10 смен.
Сварщики, допустившие нарушение требований пожарной безопасности, должны направляться на внеочередную проверку знаний.
Электросварщики должны иметь группу по электробезопасности не ниже II.
1.3 Повторная проверка знаний электросварщика проводится в объеме настоящей инструкции:
– периодически, не реже одного раза в 12 месяцев;
– при переходе с одного предприятия на другое;
– по требованию начальника отдела охраны труда или инспектора Госпромгорнадзора.
1.4 Повторный инструктаж электросварщикам в объеме настоящей инструкции, проводится 1 раз в квартал или после перерыва в работе более 30 дней с записью в личные карточки и журнал инструктажей по охране труда с росписью инструктируемого и инструктирующего.
1.5 Режим работы односменный. Рабочие дни с понедельника до пятницы, выходные дни – суббота и воскресенье. Продолжительность рабочего дня 8 часов. Рабочее время с 7-00 до 15-30, с перерывом на обед с 10-30 до 11-00.
1.6 В процессе работы на электросварщика возможно воздействие опасных и вредных производственных факторов:
– повышенный уровень температуры воздуха рабочей зоны и расплавленный металл;
– пониженная температура воздуха рабочей зоны;
– повышенный уровень ультрафиолетового, видимого и инфракрасного излучения;
– возможность образования взрывоопасных смесей газов с воздухом;
– повышенная загазованность и запыленность воздуха рабочей зоны;
– возможность поражения электрическим током;
– движущиеся машины и механизмы, подвижные части транспортного оборудования;
– острые кромки, заусенцы и шероховатость на поверхностях инструмента, оборудования, приспособлений;
– падение с высоты;
– падение предметов с высоты.
1.7 Специальная одежда: брезентовый костюм ТУ 17-08-123-80, ботинки ГОСТ 12.4.060-78, рукавицы брезентовые ГОСТ 12.4.010-75, каска защитная ГОСТ 12.4.087-84, защитные очки ГОСТ 12.4.010-75, щиток электросварщика ЩЭУ-1 по ГОСТ 12.4.035-78 со светофильтрами С3 ? С8.
1.8 Электросварщик должен: соблюдать правила внутреннего трудового распорядка; не приходить на работу в нетрезвом состоянии; не распивать спиртные напитки; не принимать наркотических веществ в рабочее время или перед работой; курить в отведенных местах; обедать в комнате приема пищи или столовой; соблюдать правила личной гигиены; соблюдать требования настоящей инструкции, а также требования пожарной и электробезопасности.
1.9 О всяком несчастном случае поставить в известность механика и обратиться в здравпункт, по возможности оказать первую медицинскую помощь.
1.10 При получении новой (незнакомой) работы, требовать от механика дополнительного инструктажа.
1.11 Не выполнять несвойственную и непорученную работу.
1.12 Быть внимательным к сигналам, подаваемым крановщиками, водителями наземного транспорта и машинистами железнодорожного транспорта.
1.13 Не проходить в местах не предназначенных для прохода, не подлезать под стоящий железнодорожный состав и не перебегать путь перед движущимся транспортом.
1.14 Не прикасаться к клеммам электрооборудования, проводам, кабелям, патронам освещения, не открывать дверок электрических шкафов, не наступать на лежащие на полу переносные электропровода.
1.15 Для временного освещения пользоваться переносной лампой с защитной сеткой с напряжением не более 42 Вольт, а при работе внутри сосудов и на металлических поверхностях – не более 12 Вольт.
1.16 Не включать и не останавливать (кроме аварийных случаев) оборудование, работа на котором не поручена администрацией участка.
1.17 Монтаж электросварочных аппаратов, их ремонт и наблюдение за ними должны выполнять слесари-электрики.
1.18 Не хранить и не использовать огнеопасные материалы в местах производства сварочных работ (ближе 15 метров).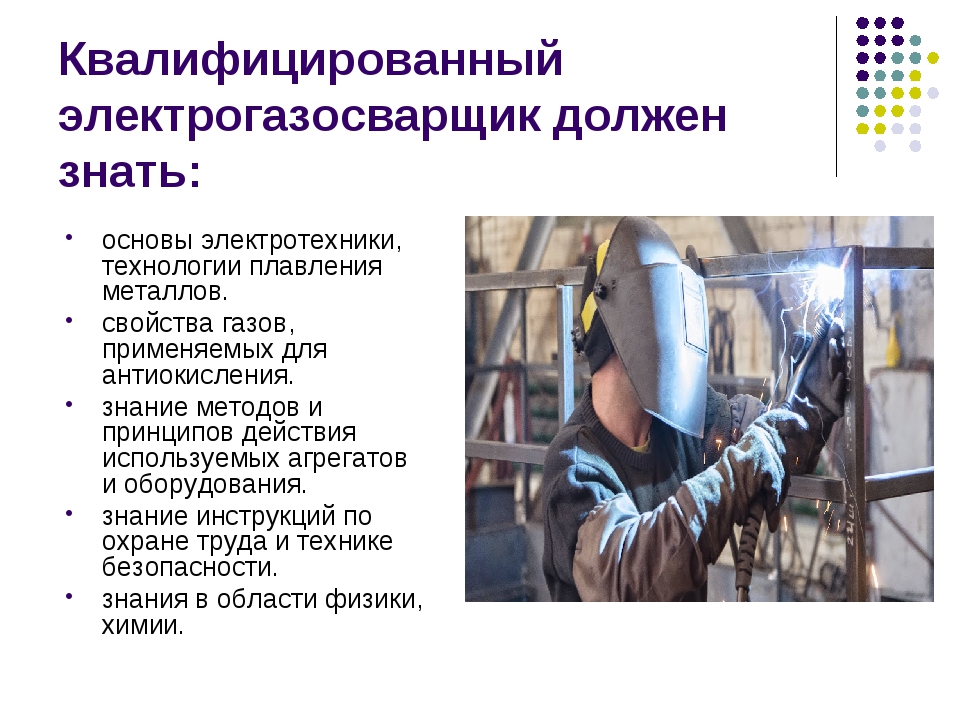
1.19 Электросварщик, допущенный к самостоятельной работе должен знать:
1.19.1 настоящую инструкцию;
1.19.2 назначение, устройство и принцип действия сварочного трансформатора;
1.19.3 требования безопасности в аварийных ситуациях;
1.19.4 порядок действия по оказанию первой медицинской помощи пострадавшим.
1.20 При работе с краном соблюдать требования «Инструкции по охране труда для стропальщика».
1.21 При обнаружении неисправности оборудования или инструмента доложить механику.
1.22 Лица, не выполняющие требования настоящей инструкции, привлекаются к ответственности в соответствии с действующим законодательством Украины.
2 Требования безопасности перед началом работы.
2.1 Проверить наличие и исправность средств индивидуальной защиты, надеть их, застегнуть манжеты рукавов костюма. При этом куртка должна быть без карманов не должна быть заправлена в брюки, а брюки должны быть выпущены поверх ботинок. Защитные темные стекла (светофильтры) не должны иметь трещин и соответствовать методу сварки и значению рабочего тока.
2.2 Осмотреть рабочее место, привести его в порядок, убрать все мешающие работе посторонние предметы, проверить состояние пола на рабочем месте, мокрый или скользкий пол вытереть, проверить наличие средств пожаротушения. Инструменты и детали располагать так, чтобы избежать лишних движений и обеспечить безопасность работы. Содержать в чистоте и порядке свое рабочее место.
2.3 Проверить исправность сварочного аппарата, наличие и исправность заземления. Электрододержатель должен иметь изолированную ручку и надежный контакт с проводом. Сварочные провода не должны иметь открытых скруток, их соединение должно производится болтовым способом. Располагать сварочные провода так, чтобы они не подвергались механическим повреждениям и действию высокой температуры, не соприкасались с влагой.
2.4 Убедиться, что вблизи рабочего места не складированы пожаро- и взрывоопасные вещества и горючие материалы.
2.5 Электросварочный аппарат должен быть оборудован ограничителем холостого хода напряжения.
2.6 Электросварщик не должен приступать к работе при следующих нарушениях требований охраны труда:
2.6.1 отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты;
2.6.2 отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника;
2.6.3 недостаточной освещенности рабочих мест и подходов к ним;
2.6.4 отсутствии ограждений рабочих мест, расположенных на высоте 1,3 м и более, и оборудованных систем доступа к ним; пожаро- взрывоопасных условиях работы;
2.6.5 отсутствии вытяжной вентиляции в случае работы в закрытых помещениях.
2.7 Место проведения сварочных работ должно обеспечиваться необходимыми средствами пожаротушения (огнетушителем, ящиком с песком и лопатой, ведром с водой).
2.8 Обнаруженные нарушения требований охраны труда должны быть устранены до начала работ, а при невозможности сделать это электросварщик обязан сообщить о них механику.
3 Требования безопасности во время работы.
Электросварщик во время работы должен:
3.1 Быть внимательным, не отвлекаться самому и не отвлекать других.
3.2 Не допускать на рабочее место лиц, не имеющих отношение к работе.
3.3 Ограждать место сварки передвижными щитами.
3.4 Начиная сварку, предупредить об этом находящихся вблизи рабочих. Не смотреть самому и не разрешать другим смотреть на электрическую дугу и пламя горелки незащищенными глазами.
3.5 Электросварочные работы во влажных местах и металлических емкостях производить на резиновом коврике. Следить, чтобы руки, одежда и обувь были всегда сухими, т.к. может произойти электротравма.
3.6 Следить, чтобы провода не находились в воде, не пересекали железнодорожных путей.
3.7 При производстве электросварочных работ вне помещений (во время дождя или снегопада) над рабочим местом сварщика и местом нахождения сварочного аппарата должен быть установлен навес.
3.8 Не прокладывать сварочный кабель совместно с газосварочными шлангами и трубопроводами, находящимися под давлением, или при высокой температуре, а также вблизи кислородных баллонов.
3.9 Деревянный пол или настил под местом электросварки или резки покрывать листами железа или асбеста, установить сосуд с водой.
3.10 Подключение, отключение и ремонт сварочных аппаратов должны осуществляться электротехническим персоналом через индивидуальный рубильник, имеющий защиту предохранителями или автоматическим выключателем (по значению предельно допустимого номинального тока) со стороны питающей сети.
3.11 Электросварочные установки на весь период их работы должны быть заземлены медным проводом сечением не менее 6 мм2, или стальным прутом (полосой) сечением не менее 12 мм2. Заземление осуществляется через специальный болт, имеющийся на корпусе установки.
В сварочных установках кроме заземления основного электросварочного оборудования необходимо непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод).
Не допускается для заземления сварочного трансформатора использовать нулевой рабочий или фазный провод двужильного кабеля питания.
Заземлять электросварочные установки необходимо перед присоединением их к электрической сети и сохранять заземление до отсоединения их от сети.
3.12 Сварка должна осуществляться с применением двух проводов, один из которых присоединяется к электрододержателю, а другой (обратный) – к свариваемой детали. Запрещается использовать в качестве обратного провода сети заземления металлические конструкции зданий, последовательное соединение металлических листов, труб, уголков, прутков, технологическое оборудование, трубы санитарно-технических сетей (водопровод, электропровод и т.п.).
3.13 Сварочные провода должны иметь наконечники и соединяться болтовым соединением. Места соединений должны быть заизолированы; соединение сварочных проводов методом скрутки не допускается. Сварочные провода следует прокладывать так, чтобы их не могли повредить машины и механизмы.
3.14 Не производить сварочные работы на сосудах, аппаратах, трубопроводах, коммуникациях и т. п., заполненных горючими веществами или если они находящихся под давлением негорючих жидкостей, газов, пара и воздуха или находятся под напряжением. При производстве сварочных работ по ремонту газопроводов необходимо вызвать работника газовой службы и получить разрешение на выполнение работ.
При производстве сварочных работ по ремонту газопроводов необходимо вызвать работника газовой службы и получить разрешение на выполнение работ.
3.15 Во избежание разбрызгивания расплавленного металла перед сваркой электросварщик должен очистить от ржавчины, шлака и т.п. металлической щеткой или молотком кромки свариваемого изделия и прилегающую к ним зону (20- 30 мм). При очистке необходимо пользоваться защитными очками.
Свариваемые детали до начала сварки должны быть надежно закреплены. При резке элементов конструкций электросварщик обязан применять меры против случайного падения отрезаемых элементов. Резать и сваривать металл на весу не разрешается.
3.16 Не бросать и не оставлять на рабочем месте электрододержатель без наблюдения и во включенном состоянии. Отключить рубильник сварочного трансформатора при перерыве в работе.
3.17 При сварке или резке каких-либо частей электрооборудования или работе вблизи токоведущих частей, последние должны быть предварительно обесточены и ограждены, а также приняты меры, предотвращающие их включение.
3.18 При резке крупных деталей должны быть приняты меры к тому, чтобы отрезанные части не травмировали работающих.
3.19 Электросварочные работы на высоте должны выполняться с лесов или подмостей с ограждениями. Запрещается производить работы с приставных лестниц.
3.20 Во время работы электросварщик не должен касаться руками токоведущих частей, осуществлять ремонт электросварочного оборудования; работать со щитком или шлемом, имеющим щели и трещины в стеклах, смотреть на электрическую дугу без защитных средств.
3.21 Временные сварочные работы необходимо выполнять по наряду-допуску.
3.22 Выполнение сварочных работ без выдачи наряда-допуска допускается в постоянных местах проведения огневых работ, а также при возникновении аварий, но обязательно под непосредственным наблюдением начальника или по его указанию под наблюдением другого ответственного инженерно-технического работника.
3.23 При ощущении боли в глазах, получении ожогов немедленно прекратить работу, поставив об этом в известность руководителя работ, и обратиться за медицинской помощью в здравпункт.
3.24 При обнаружении неисправности оборудования и инструмента доложить механику, и не приступать к работе до устранения неисправности.
4 Требования безопасности по окончании работы.
4.1 После окончания работы ручной электросваркой:
4.1.1 выключить рубильник сварочного трансформатора;
4.1.2 собрать провода и защитные приспособления, сложить в отведенное место.
4.2 Обследовать все места, куда могут долететь раскаленные частицы металла, искры и вызвать загорание; убедиться, что не осталось тлеющих предметов. Обеспечить в течение 3 часов наблюдение за местом, где проводились огневые работы.
4.3 Привести в порядок рабочее место, сложить инструмент и приспособления в помещение электросварщика.
4.4 Сообщить механику о выполненной работе, имеющихся неполадках и о принятых мерах по их устранению.
4.5 Привести в порядок спецодежду, обувь и средства индивидуальной защиты, убрать их в шкаф. Принять душ.
5 Требования безопасности в аварийных ситуациях.
5.1 При возникновении пожара звонить по телефону 01. Ясно без паники объяснить диспетчеру, что горит, его местонахождение, пути возможного проезда пожарных машин, угрожает ли огонь людям, и назвать свою фамилию. Сообщить о пожаре администрации участка. По возможности приступить к тушению пожара с помощью подручных средств и средств пожаротушения имеющихся на участке.
5.2 При обнаружении утечки газа вызвать газовщика по телефону 94-3-34 и сообщить администрации. По возможности перекрыть подачу газа, проветрить помещение, при этом удалить из него людей.
5.3 При отключении электроэнергии выключить рубильник сварочного трансформатора.
5.4 В случае возникновения других аварийных ситуаций действовать в соответствии с “Планом локализации и ликвидации аварийных ситуаций“.
5.5 При всех несчастных случаях вызвать скорую помощь или обратиться в здравпункт, а также сообщить мастеру и начальнику участка.
Инструкции. Образцы, примеры, бланки для просмотра и скачивания 2021 года
Инструкция – это распорядительный акт, устанавливающий единообразные правила для регулирования деятельности предприятий, организаций, учреждений, должностных, юридических и физических лиц в различных сферах правоотношений.
Виды инструкций
Выделяются следующие виды инструкций:
- должностные;
- инструкции по делопроизводству;
- научно-технические;
- технологические;
- финансовые;
- бухгалтерские;
- отчетные и учетные;
- иные специальные, касающиеся конкретной деятельности предприятий и организаций;
- правоприменительные, то есть изданные с целью установления единообразного порядка применения нормативных актов.
К инструкциям также относятся и иные нормативные акты, а именно:
- правила;
- рекомендации;
- «методички».
По сфере применения инструкции подразделяются на:
- типовые, в зависимости от вида отрасли и предприятия;
- функциональные, то есть предназначенные для конкретных видов деятельности в зависимости от профессии и вида работ. Например, инструкции по работе на вредных производствах и т.д.
Типовые инструкции утверждаются (и, как правило, разрабатываются) органами исполнительной власти федерального уровня по результатам консультации с профсоюзами.
Отраслевые инструкции утверждаются на уровне НИИ и лабораторий в соответствии с существующими нормативными актами и касаются особенностей деятельности работников конкретной специальности, но без учета особенностей конкретного производства.
Инструкции, принятые на предприятиях и в организациях, базируются либо на отраслевых инструкциях, либо на положениях закона, но уже с учетом локальных особенностей конкретных профессий – пожарников, электриков, токарей, испытателей и т.д. Принятая локальная инструкция становится для работника обязательной к исполнению, поскольку включает в себя наиболее безопасные и эффективные способы выполнения должностных обязанностей.
В свою очередь, должностные инструкции делятся на типовые и конкретные. Так:
- типовая инструкция содержит в себе одинаковый набор требований к каждому работнику, занимающему определенную должность;
- конкретная инструкция издается на базе типовой инструкции и отличается от нее только тем, что содержит в себе ФИО конкретного работника.
Составляется инструкция на каждую единицу штатного расписания.
Структура инструкции
Все инструкции содержат в себе примерно одинаковый набор структурных компонентов, а именно:
- наименование органа, принявшего инструкцию;
- реквизиты инструкции – номер, дата издания, наименование документа, сведения о согласовании, место издания и гриф об утверждении инструкции;
- заголовок, содержащий предельную конкретику по кругу вопросов, на которые распространяется инструкция. Например: «Должностная инструкция охранника цеха» или «Инструкция по делопроизводству на заводе «Сигнал»»;
- текст, подразделяемый на разделы, пункты, подзаголовки и т.д. в соответствии с Госсистемой стандартизации РФ. Начинается текст обычно с «Общих положений», в которых перечисляются цели инструкции, ее задачи, сфера применения, срок введения в действие, обязательный характер, нормативные акты, на базе которых была разработана инструкция, требования по квалификации работника. Если инструкция принимается взамен устаревшей, то в «Общих положениях» указывается и то, что старая инструкция теряет свою силу;
- функции должности, состоящие из перечисления видов работы, входящей в обязанности работника. Функции можно оформить как в виде отдельного раздела, так и включить их в общие положения;
- должностные обязанности. В известной степени этот раздел дублирует функции. К должностным обязанностям относится перечень конкретных операций, выполняемых работником – руководит, охраняет, наблюдает, контролирует и т.д.;
- права. В этот перечень входят полномочия конкретной должности – например, полномочия давать указания, полномочия по подписанию документов, полномочия по допуску к закрытой информации, по участию в совещаниях и т.д. Могут быть включены также и некие общие права работника, например, право на 10-минутный отдых каждый час или право повышать свою квалификацию;
- ответственность работника. В перечень входят, как правило, материальная, дисциплинарная, уголовная и административная виды ответственности за невыполнение конкретных обязанностей, например, за хищение, за порчу, за непринятие своевременных мер, невыполнение приказа и т.д.;
- раздел «Взаимоотношения», в который включается способ и пределы взаимодействия работника с другими структурами предприятия или организации;
- допускается включение в текст инструкции раздела об оплате труда, но без дублирования условий трудового договора. Например, в инструкции можно перечислить виды премий, на которые может претендовать работник, виды надбавок, условия повышения оклада и т.д.;
- завершается инструкция, как правило, разделом «Оценка работы». В этом разделе регламентируются способы оценки достижений в работе.
Подписывается инструкция руководителем структуры предприятия, в которой инструкция была разработана и утверждается руководителем предприятия или организации.
Примеры должностных инструкций
Ответы на вопросы по темам
Прежде чем нырнете в примеры должностных инструкций, хотелось бы сказать пару слов.
Должностная инструкция очень интересный документ.
Если коротко, то «Должностная инструкция — краткое изложение основных задач, требующихся навыков и полномочий различных должностей в организации».
Простенько и со вкусом.
Но на самом деле это только так кажется, что все просто. В трудовых взаимоотношениях в принципе не бывает ничего простого (хотя бы, исходя из того, что трудовые взаимоотношения – это общественные отношения людей, различных по мышлению, образованию и даже по способу шнурования ботинок).
К сожалению, среди нанимателей и работников присутствуют две диаметрально противоположные точки зрения на должностную инструкцию.
- (самая распространенная) Должностная инструкция – чистая формальность. Берем любую похожую, быстренько вставляем свои реквизиты-ФИО и потираем ручки.
- (менее распространенная) Должностная инструкция – должна предусмотреть ВСЁ! Любой чих работника, любое его телодвижение, даже то, сколько раз он может пить кофе в течение рабочего дня.
Поскольку зачастую такая позиция до добра не доводит, то наши граждане (и наниматели и работники) бросаются уже в другую крайность:
И первая и вторая точка зрения неверны в принципе.
Должностная инструкция – это фактически часть трудового договора между работником и нанимателем.
В должностной инструкции предусматриваются те права и обязанности работника, которые не были предусмотрены в трудовом договоре, но исполнения которых, ждут друг от друга, и наниматель, и работник.
Должностная инструкция, исполненная формально (для галочки), фактически лишает нанимателя права требовать от работника четкости в исполнении обязанностей. Неоднократно приходится сталкиваться с тем, что наниматели требуют от работника «чего-то эдакого», но при ближайшем ознакомлении с обязанностями работника выясняется, что ничего эдакого в инструкции не прописано. Одни размытые «типовые» фразы. И получается, что работнику вроде и претензий предъявить не за что.
А должностная инструкция, в которой наниматель пытается (либо сам, либо по требованию работника) предусмотреть ВСЁ на ВСЕ случаи жизни становится запутанной, противоречивой, сложной для понимания и (в итоге) фактически мертвым документом.
Мы предоставляем вам возможность воспользоваться «типовыми» должностными инструкциями, НО убедительно просим сделать следующее:
- Должностная инструкция должна соответствовать не только должности (специальности) работника. Она должна соответствовать по своему содержанию тем требованиям, которые вы желаете предъявить вашему работнику на КОНКРЕТНОМ предприятии, по КОНКРЕТНОЙ должности (специальности).
- Обе стороны должны понимать содержание должностной инструкции. Именно понимать. До каждой запятой и каждой точки в ней, не в обобщенном смысле, а именно применительно к вашему предприятию и вашей работе.
- Не перегружайте инструкцию ненужными подробностями. Все равно вы не сможете предусмотреть все ситуации, возникающие в работе, но не заметно для себя приучите работника к тому, что за пределы инструкции он откажется выходить. Причем категорически. То есть вы заложите мину замедленного действия – создадите возможность возникновения конфликта.
Некоторые примеры должностных инструкций приведены ниже. Другие образцы должностных инструкций вы можете приобрести в интернет-магазине правовой литературы bonanza.by.
Инструкции по работе с аппаратом для дуговой сварки (5 шагов для улучшения вашей техники дуговой сварки)
Аппарат для дуговой сварки, используемый в производстве и сварке. Пользователь несет ответственность за свою безопасность и безопасность окружающих. Пользователь должен знать об угрозах, связанных с использованием этой машины, и в самой отрасли. Он должен выполнять все инструкции, прилагаемые к устройству.
Мы разделяем работу аппарата для дуговой сварки следующим образом: Подготовка к эксплуатации Проверка безопасности- Мы должны проветривать помещение, открытое, чистое, аккуратное, безопасное и подходящее для сварочных работ.Никаких смазок, масел и других легковоспламеняющихся и горючих материалов. Никаких других работ, чтобы избежать поражения электрическим током, дыма, шума, летящих шлаков и радиации в помещении.
- Перед работой проверьте машину и кабели на наличие трещин и размотайте провода.
- Подготовьте средства индивидуальной защиты (СИЗ) для работы.
- Установлен дуговой сварочный аппарат с соответствующим током и напряжением. Электрододержатель и зажим заземления плотно прилегают.Ослабленный зажим создает короткое замыкание. Случайная сварочная вспышка УФ-излучением может нанести вред глазам и коже. Установите УФ-экран / занавес в сварочном отсеке.
- Заготовка без слоя краски, ржавчины и оксидов для лучшего электрического контакта.
- Проверить работающий сварочный аппарат и его принадлежности. Никогда не оставляйте сварочный аппарат без присмотра.
- После прерывания или завершения сварки закрепите электрододержатель, отключите электропитание.
- Избегайте попадания в зону, пока заготовка не остынет.
- Убедитесь, что он выключил сварочный аппарат. Экстракт дыма, если использовать его снова, чтобы остановить.
- Повесьте электрододержатель и зажим заземления в специально отведенном месте.
- Проверка контактных точек на наличие повреждений / коррозии.
- Очистите рабочую зону, сварочный стол, аксессуары и приведите все в порядок для следующего использования.
- Защита ног защитной обувью.
- Защита рук перчатками.
- Защита глаз шлемом / очками.
- Защита кожи с помощью сварочного костюма.
- Защита лица лицевой маской.
- Сварочный фонарь: травмы глаз и кожи. Шлем, защитные очки, маски и соответствующие инструкции могут снизить этот риск.
- Повреждение глаза горячими шлаками. Для удаления налетов полезно правильное использование очков и масок.
- Ожоги кожи – обычное дело.Защитная одежда, маска, защитная обувь помогают сократить повреждения.
- Возможен взрыв и пожар. Поддержание чистоты на месте может помочь избежать этого.
Для всех процессов дуговой сварки требуется безопасное напряжение. Он нужен им для зажигания дуги и обслуживания. Для плавления основного металла и электрода требуется достаточная сила тока. Процесс дуговой сварки прост, надежен и дешев в течение многих лет. В сварочной и производственной отраслях существует множество дуговых процессов.
Наиболее известные процессы дуговой сварки:
Процедура дуговой сваркиСварщик надел защитную обувь, сварочный костюм, перчатки, шапочку, маску, защитные очки и каску. Соблюдайте полные инструкции по подготовке к сварке и технике безопасности при сварке.
Зажигание дуги : Мы приводим электрод в контакт с металлической заготовкой. В этом контакте устанавливается зазор от 1,5 до 3,0 мм с помощью постукивающего действия и отводящего электрода. Этот контакт генерирует дугу.
Поддержание дуги : зазор между дугой и деталью, который создает дугу, необходимо поддерживать. Настойчивое, устойчивое движение электрода в одном направлении продолжается. Постоянный ток проходит через электрод через дуговой промежуток. Ток выделяет тепло для плавления электрода и защитного флюса. Электрод оплавляется над заготовкой под защитным шлаком от флюса. Удалите остатки от остывания металла молотком или острым инструментом.
Остановить дугу: Выньте электрод из металлической детали и разомкните цепь. Электрическая дуга одновременно расплавляет заготовку и электрод. Таким образом, мы получаем проплавление, когда расплавленный металл электрода осаждается на горячей металлической заготовке. Расплав электродного металла завершен с заготовкой.
Выбор электрода: Выбор – очень сложный процесс, поскольку для него нет определенных критериев. Это зависит от сварки и толщины заготовки.
Предупреждения и рекомендации по процессу дуговой сваркиПользователь аппарата для дуговой сварки должен следовать советам в руководстве. Чтобы сделать процесс сварки плавным и безопасным, мы делимся несколькими предупреждениями и советами.
Обучение оператора : Руководство по эксплуатации машины не распространяется на процесс сварки. Человеку необходимо обучение работе на сварочном аппарате. Квалифицированный или опытный сварщик порядочности – это выбор.
Проветрите зону сварки: Проветрите зону сварки, чтобы избежать образования паров флюса. Пары и газы опасны для здоровья. Оператор может включить или выключить основное питание.
Обращение с заготовкой: Удерживайте заготовку только в перчатках, плоскогубцах и клещах. Он остается горячим довольно долго. Для того, чтобы держать его голыми руками, нужно время, чтобы остыть.
Опасность возгорания: При этом образуются пары, искры, капли расплавленного металла, шлаки и летящие металлы.Они могут вызвать серьезный пожар на рабочем месте. Избегайте горючих материалов. Всегда располагайте огнетушители в зоне сварки.
Металлические поверхности для сварки: Поверхности должны быть очищены от краски, лака и покрытий. Они могут выделять опасные пары. Никогда не сваривайте трубы и емкости, наполненные горючими газами и жидкостями.
Удлинительные кабели: Лучше избегать использования удлинительных кабелей. При необходимости он должен быть подходящего номинала и иметь заземление.Сварочные кабели должны находиться вдали от зоны сварки и горячих предметов.
Защита от поражения электрическим током: Используйте устройство защитного отключения (УЗО) на 30 мА.
Электрическая изоляция: Надежная изоляция электрода и принадлежностей. Никогда не касайтесь сварочного контура.
Рабочая среда: Зона сварочных работ должна быть освещена и не производить сварку в дождливых или влажных местах.
Правильная одежда: Надевайте подходящую одежду и избегайте попадания ультрафиолетового света от дуги машины.В комплект входят куртка, брюки, перчатки, маски, защитные очки, шлем. Сварщик застрахован от металлических пуль, искр и шлака.
Изолировать поврежденную деталь : Найдите поврежденную деталь. Это может повлиять на работу и результаты сварки. Немедленно замените или отремонтируйте.
Безопасность окружающих, детей и животных: Уберите детей и животных из зоны сварки. Никто не имеет доступа к рабочему месту.
Выключение сварочного аппарата: После работы выключите сварочный аппарат и отключите электропитание.Держите резак, электрододержатель и зажим заземления на месте. Перед тем, как покинуть станок, позаботьтесь о горячей заготовке.
Сварочный аппарат вентилирует: Убедитесь, что вентиляция сварочного аппарата включена за счет прохождения воздуха через вентилятор. Он переключится после превышения допустимого предела.
Сварочный аппарат с удерживанием поверхности: Горизонтальная поверхность идеально подходит для установки. Ни в коем случае не кладите устройство на наклонные, неровные поверхности или ремешок на спину во время сварки.
Не работает Ситуация: Замена тефлона, направляющей для проволоки и катушки электродной проволоки не рекомендуется. Никогда не поднимайте машину, если она подключена к электросети.
Значительные опасности, связанные с аппаратом для дуговой сварки- Удар электрическим током
- Дым
- Излучение
- Пожар и взрыв
- Ожоги
Сварщик может испытывать судороги, мышечные спазмы и, в редких случаях, паралич или даже смерть.Меры безопасности исключают возможность поражения электрическим током. Сварщику нужны сухие перчатки, сухая защитная обувь в хорошем состоянии и высокого качества.
Обеспечьте изоляцию и техническое обслуживание оборудования. Выключайте машину при замене проводов. Резиновый коврик или деревянный лучше избегать поражения электрическим током. Пот сварщика – отличный проводник электричества. Поддерживайте разумную температуру и вентиляцию, чтобы предотвратить потоотделение.
2. ДымовыеСварщик подвергается воздействию дыма при дуговой сварке.Пары – это атмосферные газы, защитные газы, пары металлов, флюсовые газы. Металлы, такие как бериллий, кадмий, цинк, свинец и алюминий, опасны. Они вредны для печени, почек, легких, крови и центральной нервной системы. Концентрация паров поддерживается в безопасных пределах. Операторы могут работать в течение ограниченного периода времени, чтобы избежать передержки.
Очистите сварочную деталь от загрязнений. Вентиляция является опорой для выравнивания дыма до допустимого уровня.Вентиляция требует значительных усилий для удаления дыма. Для этого требуется естественная вентиляция, потолочный вытяжной вентилятор, местная вентиляция.
3. ИзлучениеОн подвергает сварщика воздействию видимого излучения, УФ-излучения, инфракрасного излучения. Видимое излучение высокой интенсивности вызывает ослепительное состояние. Инфракрасное излучение вызывает ожоги и дискомфорт, а ультрафиолетовое излучение чрезвычайно интенсивно и вызывает травмы роговицы и кожи.
Ультрафиолетовый свет вызывает воспаление роговицы, которое называется кератитом от сварочного фонарика.Кератит проходит сам собой. Губительно воздействует на роговицу. Личная защита – это ответ на радиацию. Сварщик может использовать защитные очки, шлем, перчатки, маски и сварочный костюм, чтобы предотвратить воздействие излучения.
4. Пожары и взрывыБумага, синтетические материалы, масла, краски, изделия из дерева и масла воспламеняются. Брызги, металлические частицы и шлак могут вызвать возгорание материала. Резервуары с жидким топливом представляют собой потенциальную опасность взрыва в непосредственной близости от сварщика.
Очистите и удалите все легковоспламеняющиеся и горючие материалы из зоны сварки. Сварщик надевает соответствующую одежду и берет с собой огнетушитель – вещь всегда под рукой.
5. ОжогиСварка может вызвать поверхностные, промежуточные и серьезные ожоги в зависимости от степени тяжести. Ультрафиолетовое излучение, инфракрасное излучение, искры, шлак, нагретые детали и металлические частицы могут стать причиной травм.
Используйте защитные предметы одежды, защитную обувь, маски и другое защитное снаряжение.Используйте щипцы, чтобы удерживать горячую заготовку, и утилизируйте горячую металлическую деталь, чтобы предотвратить ожоги.
Машины для дуговой сварки и электричествоКаждый процесс дуговой сварки требует трех сегментов.
- Источник питания для сварки
- Защита от атмосферных загрязнений
- Присадочный материал для зоны сварки
Нам нужно тепло для плавления металлов при достаточной силе тока.Для зажигания дуги требуется высокое напряжение. Напряжение должно быть достаточно низким для безопасности сварщика. Сварщику нужно средство для контроля тока. Питание от сети не подходит для сварки.
Напряжение очень высокое, а ток низкий. Основное питание от переменного тока преобразуется для сварки. Специальный генератор или генератор переменного тока может подавать ток для сварки.
Виды токаДоступны переменный и постоянный ток.
Переменный ток : Берут его от основного источника питания. Ток циклический. Есть цикл, когда ток течет от положительного к отрицательному. Он следует циклу тока от отрицательного к положительному. 50-кратное изменение тока за секунду. Циклический ток четный. Переменный ток выделяет тепло между электродом и заготовкой.
Постоянный ток : Постоянный ток в одном направлении. Ток течет от отрицательного полюса к положительному.У него больше всего тепла на положительном выводе. Лучшим примером постоянного тока является аккумуляторная батарея с положительной и отрицательной клеммами.
Сравнение переменного и постоянного токаПортативность : Машины переменного тока бывают статическими, трансформаторными и предназначены для тяжелых условий эксплуатации. Машины постоянного тока очень портативны.
Источник питания : Машина переменного тока ограничивается рядом с основным источником питания, в то время как машина постоянного тока работает где угодно.
Полярность : Нет полярности для машины переменного тока, в то время как полярность требуется в машинах постоянного тока.
Электрический КПД : Машины переменного тока экономят 70-90% электроэнергии. Машины постоянного тока только 40-50%.
Техническое обслуживание : Машины переменного тока статичны, устойчивы и не нуждаются в опоре. Машины постоянного тока перемещаются с места на место и требуют большего обслуживания.
Arc Blow : Не действует на машины переменного тока, пока присутствует в машинах постоянного тока. Возникновение дуги силой более 300 ампер сложно контролировать.
Стоимость установки : Цена на установку переменного тока ниже, в то время как установка на постоянном токе обходится дорого.
Стоимость эксплуатации : Машины переменного тока дешевле в эксплуатации, так как они требуют электроснабжения. Машина постоянного тока нуждается в перемещении двигателей и топлива.
Сварочные позиции1G – Плоский стык
2G – Горизонтальный стык
3G – Вертикальный стыковой сварочный шов
4G – Под сварку встык
5G – Исправление горизонтального сварного шва трубы
6G – Крепление трубы, осевой шов под углом 45 градусов
Вот ссылка на различные обозначения сварных швов.
Дуговая / электродная сварка (MMAW)Низкое напряжение и высокий ток создают дугу между концом электрода и заготовкой. Он выделяет тепло для плавления заготовки и кончика электрода. Покрытие электрода плавится от тепла. Флюс при плавлении создает защитную зону, которая защищает сварочную ванну от атмосферного загрязнения и окисления.
Электрод плавится на капли. Капли металла добавляются к расплавленному основному металлу.Зона сварки остывает, чтобы образовался прочный шов, покрытый шлаком. Теперь удалите шлак отбойным молотком.
Для дуговой сварки используются конструкции, сосуды высокого давления, изготовление, строительная площадка, обслуживание трубопроводов, общее изготовление. Это низкая стоимость, надежность, простота, универсальность, низкие эксплуатационные расходы и широкий спектр приложений.
Сварочный процесс имеет низкий рабочий цикл оператора и меньшее наплавление. Время требует перемен; электрод потрачен впустую. Этот процесс не подходит для высокопроизводительного приложения.Имеются шлаковые включения, пористость, недостаточность плавления, поднутрение, паразитная дуга и чрезмерное разбрызгивание.
Сварка МИГ (GMAW)Сварочный процесс MIG подходит для высокопроизводительного изготовления металлических листов. Сварка MIG требует электричества для выработки тепла, наполнителей и защитного газа, а оператор держит спусковой крючок пистолета и заряжает электрод.
Механизм подачи проволоки продолжает подавать электрод. Защитный газ проходит через пистолет.Прикосновение электрода к металлу зажигает дугу. Дуга выделяет тепло для плавления электрода и основного металла. Защитный газ предотвращает окисление из-за примесей воздуха.
Сварочный процесс Mig – лучший выбор для высокопроизводительного производства. В выбранной ситуации сварки MIG робот использует. Сварка MIG – это выбор для углеродистой стали, нержавеющей стали и алюминия. Сварка алюминия требует замены механизма подачи проволоки и горелки. Очень мягкий металл – алюминий.
Сварка TIG (GTAW)Для сварки TIG требуется тепло, присадочный материал и защитный газ.Тепло от сварочной дуги. Дуга возникает в результате контакта вольфрама с металлом при прохождении электрического тока. Срабатывание пистолета Tig подает защитный газ для защиты зоны сварки. Это техника, требующая большей практики.
Одна рука поддерживает непрерывные движения резака, а другая подает присадочный материал. Это тепло плавит присадочный материал и основной металл. Расплавленный наполнитель осаждается на нагретом основном металле. Охлаждающая зона сварки может обеспечить долговечное и красивое соединение.
Вольфрамовый инертный газ (TIG) использует неплавящийся электрод. Это выбор для сварки тонких листов из нержавеющей стали и процессов сварки цветных металлов, таких как магний, алюминий и медные сплавы.
Дуговая сварка порошковой проволокой (FCAW)FCAW, полуавтоматический процесс, во многих аспектах представляет собой процесс дуговой сварки, аналогичный сварке MIG. Комплектация в принципе такая же. Наполнитель здесь полый. Полость имеет флюсовый материал.Этот флюс помогает предотвратить окисление в сварочной ванне.
Процесс используется в судостроении, сварке трубопроводов, подводной сварке, ремонте и техническом обслуживании. Это более быстрый и универсальный процесс, и здесь не нужно носить с собой газовый баллон. Он имеет встроенное экранирующее средство.
Дуговая сварка под флюсом (SAW)SAW – это процесс дуговой сварки. Между подвижным электродом и деталью образуется дуга.
Мы используем флюс как защитный экран.
Флюс предотвращает окисление и действует как шлак, защищая зону сварного шва.
Этот универсальный процесс сварки используется для продольной и кольцевой стыковой сварки. Этот процесс подходит для сварки сосудов под давлением и трубопроводов.
Часто задаваемые вопросы: О лучшем бренде сварочного оборудования в ИндииКакой вид сварки лучше?
Mig – это наиболее универсальный и адаптируемый метод сварки, лучший метод для начинающих.
Какой процесс сварки наиболее распространен?
Металлический инертный газ – это наиболее распространенный процесс сварки на производстве.
Какие пять основных суставов?
Пять основных сварочных соединений: стыковое соединение, соединение внахлест, тройник, угловое соединение и краевое соединение.
Какой процесс сварки самый сильный?
Ручная или дуговая сварка – самая прочная сварка.
Какой процесс сварки точен?
Процесс сварки TIG является наиболее точным.
Какой вид сварки самый твердый?
Сварка TIG – это самый твердый вид сварки.
Болеют ли сварщики раком?
Постоянное длительное воздействие сварочного дыма вызывает рак.
Почему сварные швы выходят из строя?
Отсутствие обучения и неправильный выбор сварочного аппарата приводит к отказу от сварки.
Насколько горячая дуга Tig?
Дуга Тиг составляет 11000 градусов по Фаренгейту.
Почему сварщики пьют молоко?
Цинк выделяется из оцинкованной стали.Кальций молока помогает сварщику. Сварщик спасает от отравления цинком.
Mig Welding Safety: руководство и изображения
К безопасности сварки MIGследует относиться серьезно, так как сварщик должен быть защищен от воздействия тепла, газа, электричества и света, которые производят сварщики MIG.
Принципы безопасности довольно просты и сосредоточены на:
- Чистота и порядок, разместить сварочный аппарат в сухом месте на полу сварочной кабины
- Достаточное освещение
- Проверка на утечку газа
- Вентиляция в соответствии со стандартами OSHA (также проверьте паспорт безопасности материалов для каждого свариваемого металла).Используйте респиратор, если этого требует паспорт безопасности материала.
- Безопасное хранение горючих газов и жидкостей, например, в специально разработанном ящике для хранения
- Проверить целостность электрических шнуров
- Защищать от ожогов нагревом металла, электродами и ультрафиолетом
- Регулярное обслуживание оборудования и правильная установка
- Держите под рукой аптечку
- Используйте соответствующее сварочное оборудование, которое включает в себя защиту для глаз и защитную одежду (обувь / ботинки, перчатки, рубашку с длинным рукавом, брюки поверх ботинок с дополнительными бахилами (так называемые гетры), шляпу или шапочку сварщика, кожаную куртку или фартук.
- Держите под рукой огнетушитель
Размышляя о безопасности, думайте также и о тех, кто вас окружает. Сварочную дугу не следует видеть невооруженным глазом на расстоянии ближе 20 футов.
Меры предосторожности
Вентиляция, дым и газы
Может навредить вам, держите голову подальше от испарений. Используйте общую вентиляцию, средства защиты органов дыхания или местную вытяжную вентиляцию, как рекомендовано в паспорте безопасности материала для свариваемого материала.
Не сваривайте грязную плиту или плиты, загрязненные неизвестным материалом.Перед сваркой удалите всю краску и гальванические покрытия.
Будьте осторожны при работе с защитой от углекислого газа, так как это может быть опасно. Используйте соответствующую вентиляцию.
Используйте более высокое процентное содержание аргона вместе с методом импульсного распыления, чтобы снизить опасность, связанную с газом.
Будьте особенно осторожны при сварке со следующими металлами, так как они содержат токсичные пары:
- свинец
- кадмий
- медь
- цинк
- бериллий
Не допускайте обезжиривания в зоне сварки
Не допускайте обезжиривания в зоне сварки.Обезжиривающие средства сделаны из четыреххлористого углерода, перхлорэтилена и трихлорэтилена могут распадаться на фосген под воздействием дуговых лучей.
Шкаф для хранения легковоспламеняющихся веществ, соответствующий стандарту OSHA 1910.106 и NFPA Code 30 для безопасного хранения и обращения с легковоспламеняющимися жидкостямиПоказан: Шкаф безопасности Eagle 1932 для легковоспламеняющихся жидкостей, 2 дверцы, закрывающиеся вручную, 30 галлонов, высота 44 дюйма, ширина 43 дюйма, 18 дюймов Глубина, сталь, желтый
Дуговые лучи и брызги
Остерегайтесь дуговых лучей и мигрирующих брызг при рассмотрении планов безопасности при сварке MIG.
Лучи дуги и брызги могут повредить глаза и обжечь кожу. Во избежание этого используйте средства защиты глаз, ушей и тела.
Излучение электрической дуги может обжечь глаза и кожу так же, как сильный солнечный свет. Электрические дуги излучают как ультрафиолетовые, так и инфракрасные лучи. Используйте правильный фильтр.
Поражение электрическим током
УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить вас. Не прикасайтесь к токоведущим электрическим частям. Выключайте станок при выполнении любых ремонтных работ на пистолете. Отключайте машину от сети при выполнении любых ремонтных работ внутри машины.Если коснуться электрода и одновременно поработать или заземлить, может произойти сотрясение.
- При нажатии на спусковой крючок катушка может сотрясать
- Никогда не прикасайтесь к металлическим частям электрододержателя и электрода мокрой одеждой или кожей
- Сохранять изоляцию между свариваемым или шлифованным металлом
Безопасность устройства подачи проволоки
При регулировке или выравнивании приводных роликов отключите питание. Есть также несколько точек, где можно защемить пальцы.
Не направляйте провод на тело.
Защитное снаряжение
При сварке MIG требуются следующие средства защиты при сварке:
- Сварочная маска: как правило, высококлассная сварочная маска MIG с линзой номер 6 рассчитана на работу с током до 30 ампер. Номер 14 следует использовать при использовании более 400 ампер (см. Таблицу ниже). Как правило, сразу после сварки закрывайте глаза. Если дуга все еще видна, необходимо использовать более темный оттенок линз.
- Ботинки со стальным колпачком или другая подходящая обувь
- Защита глаз и защитные очки – защищают от состояния, называемого вспышкой сварщика, которое может необратимо повредить зрение. GMAW обычно использует номера оттенков 11-12.
- Покрытые длинные волосы
- Защитить затылок и шею от проблем, вызванных отраженным излучением
- Защитная одежда или кожаный фартук
- Кожаные перчатки
- Сварочные рукава или рубашка темного цвета с длинным рукавом: темный цвет уменьшает отражение.
- Наколенники – если вы планируете работать на низком уровне в течение длительного времени
Материалы, стойкие к лучистой энергии, включают шерсть, кожу и ткань с алюминиевым покрытием.
Рекомендации по использованию линз с фильтромКак правило, начинайте с оттенка, который слишком темный, чтобы увидеть зону сварного шва. Затем перейдите к более светлому оттенку, который обеспечивает достаточный обзор зоны сварного шва, но не ниже минимума.
При кислородно-газовой сварке или резке, когда горелка излучает яркий желтый свет, желательно использовать линзу с фильтром, которая поглощает желтую или натриевую линию в видимом свете операции (спектра).
Опыт показал, что более легкие фильтры можно использовать, когда дуга скрыта заготовкой. (Информация взята из ANSI Z49.1.2005.)
Сопутствующие : Инструменты, необходимые для сварки
Безопасное место для сварки
Пары и искры – это две опасности, которые необходимо учитывать при проектировании помещения для сварки. Рассмотрим следующее:
- Освещение: чтобы вы могли видеть свою работу.
- Огнестойкое помещение: проверьте стены и пол на огнестойкость.Полы должны быть бетонными, а стены из шлакоблоков – это те материалы, которые необходимы. Спланируйте, где будет храниться каждая единица оборудования. Как правило, легковоспламеняющиеся материалы должны находиться на расстоянии не менее 35 футов от свариваемых предметов.
- Электрооборудование: спрогнозируйте типы оборудования и количество машин, которые будут работать, чтобы спланировать ваши потребности в электроэнергии. Многие типы сварочного оборудования будут работать с однофазным питанием 110, которое можно найти в домах в США с автоматическими выключателями на 20 А.Вы также можете захотеть получить доступ к 220-фазному обслуживанию (так же, как то, что используется для сушилки для домашней одежды) к оборудованию, которое требует этого типа обслуживания.
- Вентиляция: Газы и дым, образующиеся при сварке, могут быть вредными, если их не проветривать должным образом.
Техника безопасности при сварке MIG
Подготовка к эксплуатации
Используйте его в качестве основного контрольного списка по технике безопасности при сварке MIG:
- Чистая и организованная рабочая зона
- Удалить горючие жидкости из зоны
- Проверить вентиляцию
- Снимите украшения и свободную одежду
- Проверить газовые магистрали на герметичность
Операционное оборудование MIG
- Очистить рабочую зону от посторонних лиц
- Расположите шторку вспышки, чтобы защитить находящийся поблизости персонал
- Проверить положение кабеля, чтобы избежать повреждений из-за искр или материалов, которые могут упасть
- Проверить все настройки оборудования
- Большая часть риска, связанного с сварочным дымом и дымом, может быть снижена за счет использования защитного газа с более высоким процентным содержанием аргона и импульсного режима переноса.
- Помните, что механизм подачи проволоки проталкивает проволоку, не нужно проталкивать горелку в дугу
- Не допускайте попадания брызг на сопла – в этом могут помочь клещи MIG.Брызги могут накапливаться и электрически соединять изолированное сопло с контактной трубкой. Брызги из чистой форсунки будут падать сами по себе. Вы можете нанести состав для предотвращения разбрызгивания на сопло, пистолет и конец контактной трубки. Что бы вы ни делали, не чистите насадку, стуча по твердой поверхности. Он может сломаться и повредиться.
Послеоперационный период
- Выключить машину
- Плотно закрыть газовый баллон
- Верните сварочный пистолет на хранение
Безопасность газового баллона
Предупреждающая табличка на сварочном цилиндреГаз также является проблемой при планировании безопасности при сварке MIG.В процессе сварки MIG используются баллоны или баллоны высокого давления.
Бутылки ВСЕГДА должны быть скованы цепями. Неиспользуемые бутылки должны быть закрыты крышками.
Большинство баллонов необходимо периодически проверять и повторно сертифицировать. Каждый баллон должен иметь маркировку, указывающую на его сертификационный статус. OSHA устанавливает стандарты для ацетилена, сжиженного нефтяного газа, кислорода и водорода.
Храните баллоны в защищенном месте вдали от опасностей, таких как жир, холод и огонь. Их следует закрепить, чтобы не опрокинуть.
Убедитесь, что вы используете правильный расходомер и регулятор для используемого баллона.
Пустые баллоны хранятся в вертикальном положении с закрытым клапаном.
Баллоны высокого давления имеют двухседельные клапаны и должны быть ВСЕ ВКЛЮЧЕНЫ или ВСЕ ВЫКЛЮЧЕНЫ.
Также прочтите : Выбор газового баллона правильного размера для MIG & TIG
Пожарная безопасность
В целях безопасности при сварке MIG не выполняйте сварку рядом с легковоспламеняющимися материалами или парами. Например, держите сварные швы подальше от участков, где материалы окрашиваются или окунаются.
Также не используйте легковоспламеняющиеся полы или столы. Держите сварочное оборудование подальше от легковоспламеняющихся стен.
При сварке тары. убедитесь, что все легковоспламеняющиеся материалы были надлежащим образом удалены.
Для дополнительного чтения
Стандарты сварки OSHA
Сварка, резка и пайка | Здоровье и безопасность окружающей среды
Руководство по охране окружающей среды и безопасности УТК GS-095
Целью данной политики является обеспечение требований безопасности при сварке, резке и пайке.
Дата вступления в силу: 30.04.2014
Дата пересмотра: 30.04.2014
переход к приложениям и формам
Назначение
Целью данной политики является обеспечение требований безопасности при сварке, резке и пайке в соответствии с OSHA согласно требованиям 29 CFR 1910.252.
Область применения и применимость
Эта политика распространяется на всех сотрудников, студентов, преподавателей и подрядчиков, которые могут выполнять сварку, резку или пайку в рамках своих служебных обязанностей.
Сокращения и определения
Сокращения
OSHA : Управление по охране труда
PPE : Средства индивидуальной защиты
Определения
Пайка : нагревает металл, обычно от пламени кислородно-ацетиленового газа. Металл не достигает точки плавления. Вместо этого присадочный материал и флюс из сварочного прутка плавятся, образуя сварной шов.
Обозначенная зона : зона, где разрешена сварка, резка и / или пайка.
Пожарное дежурство: Обученный персонал, который присутствует на всех этапах резки и сварки и готов немедленно потушить пожар или принять другие эффективные меры, если это необходимо.
Газовая резка: Создает металлическую ванну с использованием тепла газовой горелки. Струя кислорода впрыскивается в бассейн, чтобы ускорить окисление материала.
Газовая сварка: Обычно в качестве источника тепла используется пламя оксиацетиленового газа.Некоторые виды газовой сварки, например пайка, используют пропан или другие горючие газы.
Горячие работы: Любая временная операция, связанная с открытым пламенем или выделением тепла и / или искр. Это включает, помимо прочего, шлифование, резку, пайку, пайку, горелку и сварку.
Разрешение на проведение огневых работ: Специальное разрешение, выданное инспектором или EHS, которое разрешает выполнение определенных работ по сварке, резке и / или пайке в определенном месте и в определенное время.
Оператор по горячим работам: Сотрудник, обладающий квалификацией и уполномоченный на выполнение горячих работ, например; сварка, пайка, пайка и другие сопутствующие рабочие задачи.
Разрешение: Уполномоченное лицо: сотрудник, прошедший обучение и уполномоченный выдавать разрешение на выполнение огневых работ.
Пайка: Как и пайка, выполняется без плавления металлических частей, которые будут соединяться.
Сварщик / сварщик Оператор: Любой оператор электро- или газосварочного и режущего оборудования.
Роли и обязанности
Руководители сотрудников или студентов, которые проводят сварку, резку или пайку, должны:
- Убедитесь, что все сотрудники и подрядчики, находящиеся под непосредственным контролем, применяют соответствующие процедуры сварки, резки и пайки.
- Перед выдачей разрешения на выполнение огневых работ убедитесь, что условия обозначенных участков горячих работ не изменились.
- Убедитесь, что все сварочное и режущее оборудование поддерживается в безопасном рабочем состоянии.
- Убедитесь, что сотрудники обучены работе с оборудованием и безопасному использованию процесса.
- Обеспечить разрешение на огневые работы на работу под их контролем.
- Определите горючие материалы и опасные зоны, присутствующие или вероятные в рабочей зоне.
- Убедитесь, что оборудование для противопожарной защиты и пожаротушения правильно размещено на объекте.
- Если требуются пожарные вахты, убедитесь, что они есть на месте.
- Рассмотрите и утвердите места, предложенные для участков горячих работ.
- Периодически проверяйте обозначенные участки, чтобы убедиться, что условия не стали небезопасными для сварки или резки.
- Приостановить работы по сварке, резке и пайке, если условия становятся небезопасными для выполняемых работ.
- Проведите обучение пожарных и убедитесь, что соответствующее противопожарное оборудование находится в рабочем состоянии и доступно для резервного персонала.
- Сообщите подрядчикам о легковоспламеняющихся материалах или опасных условиях, о которых они могут не знать.
- Сообщать обо всех опасностях, связанных с потенциально опасными материалами, используемыми в флюсах, покрытиях, покрытиях и наполнителях, в соответствии со стандартом OSHA HAZCOM. Убедитесь, что сотрудники имеют доступ к этикеткам на контейнерах и паспортам безопасности и прошли обучение в соответствии с правилами HAZCOM.
- Обеспечить надлежащий технический и административный контроль для защиты сотрудников от опасностей, связанных с сваркой; при необходимости обеспечить сотрудников средствами индивидуальной защиты.
Работникам и обучающимся, выполняющим огневые работы:
- Прочтите и усвойте политику UT в области сварки, резки и пайки.
- Полный курс обучения огневым работам.
- Убедитесь, что средства индивидуальной защиты носят надлежащим образом с учетом конкретной опасности, и все оборудование находится в хорошем рабочем состоянии.
- Выполняйте сварку, резку, пайку и / или горячие работы в соответствии со всеми правилами и процедурами безопасности.
- Защищайте находящийся поблизости персонал от тепла, искр и т. Д. При работе на занятых рабочих местах.
- Сообщайте своим руководителям обо всех опасностях, которые, по их мнению, не решаются должным образом на рабочем месте, и обо всех проблемах, которые у них возникают в связи с программой.
EHS должен:
- Периодически пересматривайте и пересматривайте политику в области сварки, резки и пайки.
- Предоставляет техническое руководство и помощь по запросу.
- Предоставляем учебные ресурсы по запросу.
- При необходимости проведите мониторинг воздействия воздуха.
- Выполните проверки местной вытяжной вентиляции и проконсультируйтесь по поводу общей и местной вытяжной вентиляции.
Подрядчики должны:
- Следуйте политике UT в области сварки, резки и пайки и соблюдайте все требования OSHA.
- Предоставить средства индивидуальной защиты и другие технические и административные средства для защиты от вредного воздействия во время сварки.
Руководство
Опасности при сварке
Сварка соединяет металлические части с помощью тепла, давления или и того, и другого. Существует более 80 различных видов сварочных процессов. Три основных типа сварочных процессов включают:
- Газ – медленнее и легче в управлении, чем электрическая дуга. Использует газовое пламя над металлами до образования лужи расплава. Наиболее популярные виды топлива, используемые с кислородом, включают ацетилен, мапп-газ и водород.
- Дуга – два металла соединяются путем образования электрической дуги между покрытым металлическим электродом и основным металлом.
- Кислородная и дуговая резка – Резка металла при сварке – это отрезание или удаление металла пламенем или дугой.
К наиболее распространенным процессам резки относятся:
- Кислородная резка: металл нагревается газовым пламенем, а резка осуществляется струей кислорода.
- Дуговая резка: Сильный жар электрической дуги плавит металл.
Примеры распространенных типов сварки включают в себя: дуговую сварку, плазменную сварку, сварочные процессы с использованием кислородно-ацетиленового газа (SAW), лазеры и электронные лучи.Сварка может выделять токсичные пары и газы. При пайке или пайке используется присадочный металл или сплав (комбинация металлов), который имеет более низкую температуру плавления, чем соединяемые металлы. Наполнители (например, свинец и кадмий) могут быть очень токсичными. Резка включает нагрев металла пламенем и направление пара чистого кислорода вдоль разрезаемой линии.
Факторы, влияющие на облучение работников, включают:
- Вид сварочного процесса
- Использованный основной металл и присадочные металлы
- Состав сварочного прутка
- Расположение (снаружи vs.закрытые помещения)
- Практика работы сварщика
- Движение воздуха
- Использование средств управления вентиляцией
Сварка связана как с опасностью для здоровья, так и с физической опасностью, в зависимости от процесса сварки, основного материала, присадочного материала и используемого защитного газа. Опасность для здоровья может быть острой или хронической. Наиболее распространены следующие:
- Ожоги
- Поражение электрическим током и ожоги
- Инфракрасное и ультрафиолетовое повреждение глаз при взгляде на дугу без защиты для глаз
- Раздражение легких или отравление ядовитыми газами или парами от сварочной операции
- Травмы опорно-двигательного аппарата от осанки с поднятием тяжестей
Физические опасности, связанные со сварочными работами, включают:
- Пожар
- Возможность взрыва при сварке в непосредственной близости от закрытых контейнеров, содержащих легковоспламеняющиеся жидкости или другие горючие материалы
- Возможное возгорание при сварке в непосредственной близости от легковоспламеняющихся или горючих паров на рабочем месте
- Воздействие шума, которое может привести к необратимой потере слуха.
- Опасность поражения электрическим током; опасность поражения электрическим током
Возможная опасность для здоровья зависит от свариваемого металла и состава сварочного электрода. Сварка или резка деталей из металлических сплавов может быть особенно опасной. При сварке металлов образуются сварочные пары, которые могут включать токсичные металлы, такие как: алюминий, сурьма, мышьяк, бериллий, кадмий, хром, кобальт, медь, железо, свинец, марганец, молибден, никель, серебро, олово, титан, ванадий и цинк. .Вдыхание сварочного дыма приводит к острым последствиям для здоровья, вызывающим раздражение глаз, носа и горла, головокружение и тошноту. Работники, у которых появляются эти симптомы, должны немедленно покинуть рабочее место и обратиться за медицинской помощью и на свежий воздух. . Воздействие на здоровье определенных паров может вызвать лихорадку от паров металлов, язву желудка, почечную недостаточность и повреждение нервной системы. Продолжительное воздействие паров марганца может вызвать симптомы, похожие на симптомы болезни Паркинсона. Длительное воздействие сварочного дыма может вызвать рак легких и другие виды рака, например рак гортани и мочевыводящих путей.
Сварочный дым может также выделять токсичные газы, выделяемые при защите, такие как аргон, гелий, азот, двуокись углерода. Другие газы образуются в результате процессов, таких как оксид азота, диоксид азота, монооксид углерода, озон, фосген, фтористый водород и диоксид углерода.
Хром входит в состав нержавеющей стали, цветных сплавов, хроматных покрытий и некоторых сварочных материалов. В процессе сварки хром превращается в шестивалентное состояние. Пары шестивалентного хрома очень токсичны и могут повредить глаза, кожу, нос, горло и легкие и могут вызвать рак.OSHA регулирует воздействие шестивалентного хрома на рабочих в соответствии со своим стандартом по хрому, 29 CFR 1910.1026 и 1926.1126. Допустимый предел воздействия (PEL) OSHA для шестивалентного хрома составляет 5 мкг / м3 как 8-часовое средневзвешенное значение.
Некоторые виды сварки, включая дуговую сварку в среде защитного металла, могут приводить к образованию оксидов азота в значительных количествах. Однако обычно это не проблема в открытых торговых помещениях с соответствующей вентиляцией. Газовая дуговая сварка (GMA) может привести к вдыханию газа фосгена.Газы, такие как гелий, аргон и углекислый газ, вытесняют кислород в воздухе и могут вызвать удушье (особенно при работе в замкнутом пространстве). Может образоваться углекислый газ, вызывающий серьезную опасность удушья.
Другие названия лихорадки металлического дыма включают: «цинковая лихорадка», «медный озноб» или «медная лихорадка литейщиков». Хотя симптомы дыма от металла обычно длятся не более суток, можно получить лихорадку от дыма от металла более одного раза. Оксиды металлов цинка и меди обычно являются металлами, вызывающими лихорадку от дыма от металла.
Радиационное воздействие также представляет опасность во время сварки. «Горение от вспышки» или «дуговое глазок» – это острое заболевание, вызванное воздействием ультрафиолетового света во время сварки SMA. Излучение поглощается роговицей и вызывает тяжелый фотокератит. УФ-излучение при работе с защитой от инертного газа вызовет покраснение кожи; поэтому сварщик должен защищать лицо, шею и руки.
При сварке, резке и связанных с ними процессах образуется расплавленный металл, искры, шлак, а горячие рабочие поверхности могут вызвать пожар или взрыв, если не соблюдать меры предосторожности.Летящие искры – основная причина пожаров и взрывов при сварке и резке. Искры могут распространяться на расстояние до 35 футов от рабочей зоны. Искры и расплавленный металл при падении могут перемещаться на большее расстояние. Искры могут проходить через трещины, одежду, отверстия труб и другие небольшие отверстия в полу, стенах или перегородках или застревать в них. Типичные горючие материалы, находящиеся внутри зданий, включают: дерево, бумагу, тряпки, одежду, химикаты, легковоспламеняющиеся жидкости и газы, а также пыль. Части зданий, такие как полы, перегородки и крыши, также могут быть горючими.Сварка и резка могут вызвать взрывы в помещениях, содержащих горючие газы, пары, жидкости или пыль.
Ниже представлена таблица, в которой показаны типы паров и их влияние на здоровье после воздействия этих паров.
Источник | Последствия и симптомы | |
Дымовые газы | ||
| Алюминий | Алюминиевый компонент некоторых сплавов, например.g., медь, цинк, сталь, магний, латунь и присадочные материалы. | Респираторный раздражитель. |
| Бериллий | Отвердитель, содержащийся в сплавах меди, магния, алюминия и электрических контактах. | «Металлическая лихорадка». Канцероген. Другие хронические эффекты включают повреждение дыхательных путей. |
| Оксиды кадмия | Нержавеющая сталь, содержащая кадмий или материалы с гальваническим покрытием, цинковый сплав. | Раздражение дыхательной системы, боль и сухость в горле, боль в груди и затрудненное дыхание. Хронические эффекты включают повреждение почек и эмфизему. Подозрение на канцероген. |
| Хром | Большинство нержавеющих и высоколегированных материалов, сварочные стержни. Также используется в качестве материала покрытия. | Повышенный риск рака легких. У некоторых людей может развиться раздражение кожи. Некоторые формы являются канцерогенами (шестивалентный хром). |
| Медь | Сплавы, такие как латунь, бронза.Также несколько сварочных стержней. | Острые эффекты включают раздражение глаз, носа и горла, тошноту и «лихорадку от металлического дыма». |
| Фториды | Обычное электродное покрытие и флюс для низколегированных и высоколегированных сталей. | Острый эффект – раздражение глаз, носа и горла. Длительное воздействие может привести к проблемам с костями и суставами. Хронические эффекты также включают избыток жидкости в легких. |
| Оксид железа | Основной загрязнитель во всех процессах сварки чугуна или стали. | Сидероз – доброкачественная форма заболевания легких, вызванная отложением частиц в легких. Острые симптомы включают раздражение носа и легких. Когда экспонирование прекращается, имеет тенденцию к исчезновению. |
| Свинец | Припой, латунь и бронзовые сплавы, грунтовка / покрытие для стали. | Хронические воздействия на нервную систему, почки, пищеварительную систему и умственные способности. Может вызвать отравление свинцом. |
| Марганец | Большинство сварочных процессов, особенно высокопрочных сталей. | «Металлическая лихорадка». Хронические эффекты могут включать проблемы с центральной нервной системой. |
| Молибден | Стальные сплавы, чугун, нержавеющая сталь, никелевые сплавы. | Острые эффекты: раздражение глаз, носа и горла и одышка. |
| Никель | Нержавеющая сталь, инконель, монель, хастеллой и другие высоколегированные материалы, сварочные стержни и гальваническая сталь. | Острый эффект – раздражение глаз, носа и горла.Повышенный риск рака отмечен и в других профессиях, кроме сварки. Также связано с дерматитом и проблемами с легкими. |
| Ванадий | Некоторые стальные сплавы, чугун, нержавеющая сталь, никелевые сплавы. | Острое действие – раздражение глаз, кожи и дыхательных путей. Хронические эффекты включают бронхит, ретинит, жидкость в легких и пневмонию. |
| Оксиды цинка | Металл оцинкованный и окрашенный. | Металлическая лихорадка от дыма |
Газы | ||
| Окись углерода | Образуется по дуге. | Легко всасывается в кровоток, вызывая головные боли, головокружение или мышечную слабость. Высокая концентрация может привести к потере сознания и смерти. |
| Фтористый водород | Разложение покрытий стержней. | Раздражает глаза и дыхательные пути.Передозировка может вызвать повреждение легких, почек, костей и печени. Хроническое воздействие может привести к хроническому раздражению носа, горла и бронхов. |
| Оксид азота | Образуется по дуге. | Раздражение глаз, носа и горла в низких концентрациях. Ненормальная жидкость в легких и другие серьезные последствия при более высоких концентрациях. Хронические эффекты включают проблемы с легкими, такие как эмфизема. |
| Дефицит кислорода | Сварка в ограниченном пространстве и вытеснение воздуха защитным газом. | Головокружение, спутанность сознания, удушье и смерть. |
| Озон | Образуется в сварочной дуге, особенно в процессах плазменной дуги, MIG и TIG. | Острые эффекты включают жидкость в легких и кровотечение. Очень низкие концентрации (например, одна часть на миллион) вызывают головные боли и сухость глаз. Хронические эффекты включают значительные изменения функции легких. |
Органические пары | ||
| Альдегиды (например, формальдегид) | Металлическое покрытие со связующими и пигментами.Обезжиривающие растворители. | Раздражает глаза и дыхательные пути. |
| Диизоцианаты | Металл с полиуретановой краской. | Раздражение глаз, носа и горла. Высокая вероятность сенсибилизации, вызывающей астматические или другие аллергические симптомы, даже при очень низких воздействиях. |
| Фосген | Металл с остатками обезжиривающих растворителей. (Фосген образуется в результате реакции растворителя и сварочного излучения.) | Сильно раздражает глаза, нос и дыхательную систему. Симптомы могут проявиться позже. |
| Фосфин | Металл, покрытый ингибиторами ржавчины. (Фосфин образуется в результате реакции ингибитора ржавчины со сварочным излучением.) | Раздражает глаза и дыхательную систему, может повредить почки и другие органы. |
Тепловое напряжение и холодное напряжение во время сварки:
Необходимо принять меры предосторожности и скорректировать график работы, чтобы обеспечить поддержание внутренней температуры тела каждого работника.Если не принимать жидкости, чтобы восполнить потерю из-за потоотделения, может возникнуть тепловое истощение.
Повреждение глаза
Излучение сварочной дуги, приводящее к повреждению глаз, включает:
- Дуговая сварка: от УФ излучения
- Катаракта / л от УФ и ИК излучения
- Ожоги сетчатки (как видимым, так и инфракрасным излучением)
УФ-излучение с наибольшей вероятностью может вызвать травму, поскольку его эффекты не заметны во время воздействия.
Руководство по вентиляции при сварке, резке и пайке
Существует два основных типа вентиляции, которые можно использовать для защиты от вредного сварочного дыма, в том числе общая вентиляция и местная вытяжная вентиляция.
Общая или разбавляющая вентиляция:
Основан на разбавлении переносимых по воздуху загрязнителей свежим воздухом из открытых дверей, окон или вентиляторов и приемлем для менее опасных загрязнителей воздуха. Общая вентиляция обеспечивает достаточное движение воздуха, чтобы пары и газы не попадали в зону дыхания сварщика. Рабочие должны расположиться так, чтобы не вдыхать сварочный дым и газ. Например, сварщики должны оставаться с наветренной стороны при сварке на открытых или открытых площадках. Сварка на открытом воздухе не гарантирует достаточной вентиляции.В рабочих зонах без систем вентиляции и вытяжки сварщики должны использовать естественную тягу и правильное расположение, чтобы пары и газы не попадали в зону их дыхания.
Если требования к естественной вентиляции не выполняются, то помещение необходимо проветрить механически. Вентиляция должна выпускать не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением:
- Где используются местные вытяжные шкафы или кабины
- Где используются воздушные респираторы.
Местная вытяжная вентиляция (LEV):
Местная вытяжная вентиляция намного более эффективна для контроля сварочного дыма и газов, поскольку она улавливает дым и газы вблизи источника и предотвращает их попадание в зону дыхания сварщика.Обычно это достигается за счет использования вытяжек и воздуховодов. Сварку нельзя производить в закрытых помещениях без вентиляции. Местная вытяжная вентиляция может состоять из свободно перемещаемых колпаков, предназначенных для размещения сварщиком как можно ближе к месту работы. Система должна быть способна удалять пары и дым от источника и поддерживать их концентрацию в зоне дыхания на безопасном расстоянии. Загрязненный воздух, выходящий из рабочего пространства, должен выпускаться на открытом воздухе или вдали от источника всасываемого воздуха.Кислород и сжатый воздух нельзя использовать для вентиляции, сдува пыли или чистки одежды. Вытяжки и воздуховоды должны быть изготовлены из огнестойких материалов. Сварочные кабины должны быть окрашены матовым покрытием, не отражающим ультрафиолетовые лучи.
Чтобы местная вытяжная вентиляция была эффективной, она должна:
- Находиться близко к сварочной дуге или пламени, где выделяются дым, газы и тепло,
- Имейте достаточную скорость, чтобы удалить загрязнения.
- Обеспечить защиту от дыма и газов с помощью (в зависимости от обстоятельств) одного или сочетания:
- Хорошая общая вентиляция (обычно ограничивается менее опасными загрязнителями воздуха)
- Использование киоска
- Местная вытяжная вентиляция, такая как вытяжные шкафы и воздуховоды
- Подвижные кожухи размещаются как можно ближе к месту работы и обеспечивают скорость 100 футов в минуту в зоне сварки, когда кожух находится на самом удаленном расстоянии от места сварки.Скорость вентиляции, необходимая для достижения этой скорости при использовании всасывающего отверстия с фланцем шириной 3 дюйма в соответствии с 29 CFR 1910.252 (c) (3) (i), показана в следующей таблице:
Зона сварки | Минимальный воздушный потоккубических футов / мин | Диаметр воздуховода, дюймы |
| От 4 до 6 дюймов от дуги или резака | 150 | 3 |
| От 6 до 8 дюймов от дуги или резака | 275 | 3 ½ |
| От 8 до 10 дюймов от дуги или резака | 425 | 4 ½ |
| От 10 до 12 дюймов от дуги или горелки | 600 | 5 ½ |
Требования к вентиляции для сварки и резки – Стандарты 1910:
Металлическое соединение | ТребованияЗамкнутое пространство | Требования в помещении | Требования на открытом воздухе |
| Фтористое соединение | Необходим респиратор для замены воздуха, респиратор или автономный дыхательный аппарат | Испытания проб воздуха, чтобы определить, требуются ли вытяжной колпак, кабина и респиратор для авиалайнера | То же, что и в помещении |
| Свинец, цинк, гальванические соединения | Респиратор для замены воздуха, респиратор или автономный дыхательный аппарат | Вытяжной колпак или будка | Комбинированный респиратор с удалением твердых частиц и паров и газов, если испытания показывают необходимость |
| Бериллий | Вытяжной колпак или кабина и респиратор авиакомпании, если испытания проб воздуха указывают на необходимость | Вытяжной колпак или кабина и респиратор авиакомпании, если испытания проб воздуха показывают необходимость | Вытяжной колпак или кабина и респиратор авиакомпании, если испытания проб воздуха показывают необходимость |
| Кадмий Ртуть | Вытяжной колпак или кабина и респиратор авиакомпании, если испытания проб воздуха показывают необходимость | Вытяжной колпак или кабина и респиратор авиакомпании, если испытания проб воздуха показывают необходимость | Комбинированный респиратор с удалением твердых частиц и паров и газов, если испытания показывают необходимость |
- Авиакомпания или автономный дыхательный аппарат требуется в замкнутых пространствах, которые представляют непосредственную опасность для жизни.
- Местные вытяжные шкафы или кабины должны обеспечивать поток воздуха не менее 100 погонных футов в минуту.
- При сварке или резке металлов, отличных от описанных выше, требуется механическая вентиляция со скоростью 2000 кубических футов воздуха в минуту на каждого сварщика; когда на одного сварщика приходится менее 10 000 кубических футов свободного пространства; или где высота потолка менее 16 футов; или в замкнутых пространствах или там, где структурные барьеры (например, перегородки или балконы) значительно затрудняют поперечную вентиляцию.1910.252 (c) (2) (i) (A) – (C).
Примечание : Механическая вентиляция необходима, если вытяжной колпак или стационарная кабина обеспечивают скорость воздушного потока, достаточную для поддержания скорости на удалении от сварщика или не менее 100 погонных футов в минуту.
Сварка в ограниченном пространстве:
General или LEV должны быть предусмотрены при работе в ограниченном пространстве. Когда невозможно обеспечить достаточную вентиляцию без блокирования средств доступа, рабочие должны быть защищены респираторами авиалиний, и работник должен находиться вне замкнутого пространства, чтобы помочь им в чрезвычайной ситуации.Когда сварщик входит в ограниченное пространство, их необходимо прикрепить к страховочному тросу, чтобы их можно было быстро удалить.
При сварке в закрытых помещениях с материалами, содержащими цинк, свинец, кадмий и хром, должна быть предусмотрена защита органов дыхания или низкого давления. При работе с соединениями бериллия должны быть предусмотрены респираторы LEV и авиационные респираторы. В соответствии с 29 CFR 1926.353 существуют особые требования OSHA для рабочих, выполняющих определенные виды дуговой сварки в ограниченном пространстве.
При выполнении различных сварочных работ необходимо соблюдать следующие правила техники безопасности:
Электросварка и резка:
- Выполнить проверку безопасности на всем оборудовании
- Убедитесь, что огнетушитель заряжен и доступен.
- Выполнить проверку безопасности на всем оборудовании
- Убедитесь, что электрический шнур, электрододержатель и кабели не имеют дефектов (кабельные сращивания не допускаются ближе 10 футов от электрододержателя.
- Убедитесь, что СИЗ (сварочный капюшон, перчатки, резиновые сапоги / подошва, фартуки) доступны и не имеют дефектов.
- Убедитесь, что сварочный аппарат правильно заземлен.
- Регулярно осматривайте оборудование, чтобы убедиться, что все электрические соединения и изоляция держателей и кабелей находятся в хорошем состоянии.Ослабленные кабельные соединения могут вызвать перегрев или возникновение дуги.
- Сварочные кабели должны быть сухими, обезжиренными и обезжиренными, а также защищенными от искр или горячего металла.
- Хранить сварочные стержни в контейнере на сварочном аппарате; не бросать на полы или подмостки.
Установить регулятор напряжения не выше следующего для:
- Ручные сварочные аппараты переменным током – 80 вольт.
- Сварочные аппараты автоматические переменным током – 100 вольт.
- Ручные или автоматические сварочные аппараты постоянным током – 100 вольт.
Размотать и разложить сварочный кабель.
- Для обеспечения надлежащего контакта рабочих проводов и соединения.
- Для удаления металлических осколков с магнитных зажимов заготовки (во избежание поражения электрическим током не наматывайте сварочные кабели на части тела и избегайте сварки во влажных условиях).
Избегать перегрева:
- Перед точечной сваркой материал обычно очищают в щелочной или слабокислой ванне. Работники, выполняющие эти операции стирки, должны быть защищены от брызг жидкости.
- Оператор должен произвести необходимую регулировку контакторов.
- В установках для ручной точечной сварки необходимы средства защиты глаз для защиты оператора от разбрызгивания металла.
- Сварка таких материалов, как нержавеющая и высокоуглеродистая сталь, вызывает чрезмерное разбрызгивание металла. Операторы должны быть предупреждены для защиты от возможного проникновения металла в кончики пальцев.
Газовая сварка и резка
- Выполнить проверку безопасности на всем оборудовании
- Убедитесь, что в резервуарах есть газ, а фитинги герметичны.
- Убедитесь, что огнетушитель заряжен и доступен.
- Убедитесь, что шланги не имеют дефектов.
- Убедитесь, что СИЗ (сварочный капюшон, перчатки, резиновые сапоги / подошва, фартуки) доступны и не имеют дефектов.
- Все неисправное оборудование необходимо отремонтировать или заменить перед использованием.
- Удалить легковоспламеняющиеся и горючие материалы
- Удалите все расположенные поблизости легковоспламеняющиеся или горючие материалы, прежде чем зажигать дугу или зажигать пламя.
- Выньте из карманов все легковоспламеняющиеся и легко воспламеняющиеся материалы, такие как спички и зажигалки.
- Установите сварочную сетку или подходящую заграждение вокруг рабочей зоны, чтобы создать зону пожарной безопасности и предотвратить травмы прохожих.
Защита сварщиков (более подробную информацию см. В политике СИЗ GS 50)
Перед началом сварочных работ очень важно определить опасность для данной конкретной сварочной операции. Сварщики должны понимать опасности, с которыми они работают. Паспорт безопасности (SDS) должен быть предоставлен для определения опасных материалов, используемых при сварке.Некоторые сварочные химикаты, например, не содержащие кадмия припои и электроды, не содержащие асбест, можно заменить менее опасными материалами, а также перчатками и подушками для подогрева.
Сварочные поверхности должны быть очищены от любых покрытий, которые потенциально могут вызвать токсическое воздействие, таких как остатки краски и растворителя.
Рабочие должны расположиться так, чтобы не вдыхать сварочные пары и газы. Например, сварщики должны оставаться с наветренной стороны при сварке на открытых или открытых площадках.
Сварщики должны быть защищены от тепла, искр, ультрафиолетовых лучей, горячего шлака, дыма и токсичных газов.Убедитесь, что сотрудники оснащены следующими средствами индивидуальной защиты (СИЗ):
Средства индивидуальной защиты:
Защита тела:
- Одежда должна обеспечивать достаточную защиту и изготавливаться из подходящих материалов, чтобы свести к минимуму ожоги кожи, вызванные искрами, брызгами или радиацией.
- Держите одежду сухой и меняйте ее при необходимости, чтобы снизить риск поражения электрическим током.
- Содержите одежду в чистоте (без следов жира, масла и растворителей, которые могут воспламениться и легко воспламениться).
- Не носить синтетические ткани; носить хлопок или шерсть.
- Защитная одежда и оборудование должны соответствовать типу выполняемой работы, содержаться в исправном состоянии и очищаться от масел и смазок.
- Рукава должны быть застегнуты на запястье.
- Ошейники должны быть застегнутыми.
- При сварке, газовой резке и пайке необходимо носить огнестойкие перчатки и фартуки.
- Необходимо надевать защитную обувь, чтобы защитить оператора от опасности искры.
Защита глаз и лица
- Защитные очки, защитные очки, маски для лица, каски или другие подходящие средства защиты глаз с линзами подходящего для выполняемой работы оттенка должны использоваться во время всех операций сварки, резки и пайки.
- Персонал пожарной охраны должен использовать соответствующие средства защиты глаз и лица.
- Носите огнестойкие перчатки (например, кожаные сварочные), которые должны быть сухими, без отверстий и изолированными.
- Очки должны вентилироваться для предотвращения запотевания линз, насколько это возможно.
- Очки, шлемы и лицевые щитки необходимо часто проверять.
- Следующая таблица представляет собой руководство по выбору правильных номеров оттенков. Эти рекомендации могут быть изменены в соответствии с индивидуальными потребностями в соответствии с 29 CFR 1910.252 (b) (2) (ii) (H) Управления по охране труда.
Сварочные работы | Цвет No. |
| Экранированная дуговая сварка металлом Электроды 1/16, 3/32, 1/8, 5/32 дюйма | 10 |
| Дуговая сварка в защитном газе (цветных металлов) Электроды 1/16, 3/32, 1/8, 5/32 дюйма | 11 |
| Дуговая сварка в среде защитного газа (черных металлов) Электроды 1/16, 3/32, 1/8, 5/32 дюйма | 12 |
| Экранированная дуговая сварка металлом: электроды 3/16, 7/32, 1/4 дюйма | 12 |
| Экранированная дуговая сварка металлом: электроды 5/16, 3/8 дюйма | 14 |
| Сварка атомарным водородом | 10–14 |
| Угольная сварка | 14 |
| Пайка | 2 |
| Горелка для пайки | 3 или 4 |
| Легкая резка, до 1 дюйма | 3 или 4 |
| Средняя резка, от 1 дюйма до 6 дюймов | 4 или 5 |
| Тяжелая резка, 6 дюймов и более | 5 или 6 |
| Газовая сварка (легкая) до 1/8 дюйма | 4 или 5 |
| Газовая сварка (средняя) от 1/8 дюйма до 1/2 дюйма | 5 или 6 |
| Газовая сварка (тяжелая) 1/2 дюйма и более | 6 или 8 |
ПРИМЕЧАНИЕ. При газовой сварке или кислородной резке, когда горелка излучает яркий желтый свет, используйте фильтр или линзу, поглощающую желтый
Защита головы
- Необходимо использовать защиту головы из огнестойкого материала.
Защита органов дыхания (для получения дополнительной информации см. Политику в отношении органов дыхания IH-003)
- Технические средства контроля и безопасные методы работы являются основными средствами предотвращения чрезмерного воздействия сварочного дыма, токсичных газов и пыли на сотрудников.
- Сотрудники не будут выполнять сварку, которую невозможно безопасно выполнить без использования респиратора.
- Сотрудники будут соблюдать требования к использованию респираторов, изложенные в политике UT по защите респираторов.
Защита слуха (дополнительную информацию см. В Политике сохранения слуха IH-010).
- При выполнении некоторых сварочных работ могут потребоваться устройства.
- При сильном шуме следует надевать одобренные беруши или наушники, чтобы предотвратить потерю слуха.
Защита ступней и ног
- Носить кожаные ботинки со стальным носком, высокие сапоги в хорошем состоянии
- В местах с сильным искрообразованием и шлаком использовать огнестойкие протекторы для ног или кожаные гетры, закрепленные вокруг штанин и голенищ.
- Не заправляйте штанины в ботинки.
Обязательные обозначения OSHA:
Все присадочные металлы и легкоплавкие гранулированные материалы должны иметь, как минимум, следующее уведомление на бирках, коробках или других контейнерах:
ВНИМАНИЕ: При сварке могут образовываться опасные для здоровья пары и газы.Избегайте вдыхания этих паров и газов. Используйте соответствующую вентиляцию. Sen ANSI Z49.1-1967 Безопасность при сварке и резке, опубликованный Американским обществом сварки.
Паяльные присадочные металлы, содержащие кадмий в значительных количествах, должны иметь следующую маркировку на бирках, ящиках и других контейнерах:
ПРЕДУПРЕЖДЕНИЕ
СОДЕРЖИТ КАДМИЙ-ЯДОВЫЙ ДЫМ МОЖЕТ ОБРАЗОВАТЬСЯ ПРИ НАГРЕВАНИИ
Не вдыхать пары. Используйте только при наличии соответствующей вентиляции, такой как коллекторы дыма, вытяжные вентиляторы или респираторы с подачей воздуха.См. ANSI Z49.1-1967
Флюсы для пайки и газовой сварки, содержащие соединения фтора, должны иметь предупреждающую формулировку, указывающую на то, что они содержат соединения фтора. Одна из таких предостерегающих формулировок, рекомендованная Американским обществом сварки для флюсов для пайки и газовой сварки, гласит:
ВНИМАНИЕ
СОДЕРЖИТ ФТОРИДЫ
Этот флюс при нагревании выделяет пары, которые могут раздражать глаза, нос и горло.
- Избегайте дыма – используйте только в хорошо вентилируемых помещениях.
- Избегайте попадания флюса в глаза или на кожу.
- Не принимать внутрь.
Участки горячих работ
- По возможности, все огневые работы должны выполняться в специально отведенной зоне горячих работ.
- Обозначенная зона горячих работ должна соответствовать следующим требованиям:
- Обозначенная зона горячих работ должна быть отдельной зоной, отделенной негорючими стенами или занавесками.
- В рабочей зоне должна быть предусмотрена соответствующая вентиляция, например система вытяжного кожуха, обеспечивающая 20 воздухообменов в час.
- Если сварка, резка и пайка выполняются возле стен, перегородок, потолков или крыш из горючей конструкции, должны быть предусмотрены огнестойкие экраны или ограждения для предотвращения возгорания.
- Должны быть предусмотрены защитные перегородки, такие как сварочные завесы или негорючие стены, для удержания искр и шлака в зоне, свободной от горючих материалов.
- Легковоспламеняющиеся и горючие жидкости и материалы не должны находиться на расстоянии 35 футов от рабочей зоны.
- Полы должны быть подметены и очищены от горючих материалов в пределах 35 футов от рабочей зоны.Огнетушитель должен находиться в пределах доступа 35 футов рабочей зоны и должен поддерживаться в состоянии готовности к немедленному использованию.
Порядок выполнения горячих работ
- Все разрешения на огневые работы должны быть возвращены руководителю, выдавшему их, когда горячие работы будут завершены.
- Руководитель и сотрудник несут ответственность за выявление и контроль опасностей на рабочем месте до выполнения огневых работ.
- Разрешение на проведение огневых работ (для не обозначенной зоны огневых работ) будет выдано на период, охватывающий время проведения огневых работ.
Перед горячими работами
- Осмотрите зону горячих работ на предмет опасности возгорания.
- Удалите все легковоспламеняющиеся или горючие материалы в радиусе тридцати пяти (35) футов от места проведения огневых работ.
- Подмести пол от горючего мусора.
- Установите негорючие или огнестойкие экраны так, чтобы защитить персонал в смежных рабочих зонах от тепла, пламени, лучистой энергии и сварочных брызг.
- Накройте спринклерные головки непосредственно над зоной горячих работ мокрыми тряпками или другими негорючими материалами, чтобы они не сработали во время работы, если они есть в зоне горячих работ.
- Закройте дымовые извещатели, расположенные в непосредственной близости от рабочей зоны, или сообщите в магазин электрооборудования, чтобы они отключили дымовые извещатели в горячей рабочей зоне.
- Сообщите всем поблизости, кого могут затронуть работы.
- Обеспечьте надлежащую вентиляцию
Во время горячих работ
- Горючие полы при проведении горячих работ должны быть влажными.
- Храните ацетиленовые и другие топливные баллоны в безопасном вертикальном положении.
- Разместите шланги так, чтобы они не были раздавлены или повреждены.
После горячих работ
- Снимите все крышки с оросительных головок сразу после завершения горячих работ, если они есть в зоне горячих работ.
- Снимите крышки с любых дымовых извещателей сразу после завершения горячих работ или сообщите в магазин электрооборудования, чтобы они снова активировали их, если они были отключены.
- Очистите от шлака, мусора или использованных электродов, оставшихся после работы.
- Восстановить вентиляцию до исходного состояния.
Горячие работы на участках, не обозначенных как участки горячих работ.
Если сварка, резка или пайка должны выполняться за пределами выделенной зоны горячих работ, необходимо выполнить следующие требования:
- Разрешение на выполнение огневых работ требуется для всех видов огневых работ. См. Политику UT в отношении горячих работ FS 15 в Руководстве по технике безопасности.
- Легковоспламеняющиеся материалы, которые нельзя удалить из зоны, должны быть надлежащим образом укрыты или защищены перед началом горячих работ.
- Все отверстия в полу и трещины должны быть закрыты, загерметизированы и / или закрыты, чтобы искры не попадали в отверстия и не соприкасались с горючими материалами.
- Защитные ограждения, щиты и / или противопожарные покрытия должны использоваться для предотвращения контакта тепла, искр и / или шлака с любым горючим материалом на расстоянии 35 футов от горячего изделия
- Переносные сварочные завесы или защитные экраны должны использоваться для защиты других рабочих в зоне сварки.
- Необходимо обеспечить и поддерживать поток воздуха в сторону от сварщика и других присутствующих.
- Пластиковые материалы во время сварочных работ должны быть закрыты сварочным брезентом.
- Соответствующее оборудование пожаротушения должно быть постоянно в готовности к немедленному использованию.Сюда могут входить огнетушители, водяные шланги или ведра с песком, в зависимости от природы горючего материала, подвергающегося воздействию
Запрещенные участки горячих работ
К участкам, на которых запрещено проведение огневых работ, относятся:
- Участки, не авторизованные руководством.
- Участки, оборудованные спринклерными системами, которые вышли из строя.
- В присутствии потенциально взрывоопасной атмосферы, например, легковоспламеняющейся жидкости.
- Зоны, где горючие или легковоспламеняющиеся материалы находятся в пределах 35 футов и не могут быть перемещены или защищены.
- Места, где отсутствует соответствующее противопожарное оборудование.
- Области, в которых невозможно закрыть отверстия в полу и стенах.
Пожарное дежурство:
Пожарные наблюдатели должны требоваться всякий раз, когда эти действия выполняются в местах, где может развиться иное, чем незначительное возгорание. Страж огня:
- Должен быть установлен для того, чтобы искры, шлак и тепло, образующиеся при горячей работе, не стали причиной возгорания во время работы сварщика.
- Должен оставаться на рабочем месте в течение не менее тридцати (30) минут после завершения горячих работ, чтобы убедиться, что не тлеют искры или шлак, и чтобы тепло, выделяемое при горячей работе, не приводило к тлению других материалов, создавая тем самым тление. потенциальная пожарная опасность.
- Должен быть обучен правильному использованию средств пожаротушения и быть готовым к их использованию.
- Должен быть знаком с устройствами для подачи сигнала тревоги в случае пожара или другой чрезвычайной ситуации.
- Должен быть также обучен реагировать на другие потенциальные опасности, связанные с рабочей деятельностью, такие как воздействие сварочного дыма, сварочная вспышка и любые другие потенциальные опасности, характерные только для области, в которой выполняется работа.
- Лицо, выполняющее огневые работы, и пожарная вахта должны прочитать разрешение на проведение огневых работ и подписать разрешение, подтверждая тот факт, что они понимают потенциальные опасности и будут соблюдать требования разрешения.
- Если возможно, полы должны быть увлажнены или покрыты противопожарным одеялом, противопожарной прокладкой или другим огнестойким материалом перед началом горячих работ для предотвращения возгорания.
Более подробную информацию о требованиях к пожарной службе можно найти в Процедуре пожарной охраны UT FS 011.
Осмотр оборудования и обращение с ним
- Осмотрите цилиндры, регуляторы и шланги перед использованием.
- Для открытия клапанов баллонов нельзя использовать молоток или гаечный ключ. Если клапаны невозможно открыть вручную, об этом следует уведомить поставщика.
- Если требуется специальный гаечный ключ, он должен оставаться на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае аварии.
- Курение запрещено для вашей безопасности и безопасности окружающих.
- Осмотрите баллон и идентификационную этикетку газа.
- Если баллоны не закреплены на специальной тележке, регуляторы должны быть сняты, а защитные колпачки клапанов, если они есть, должны быть установлены на место перед перемещением баллонов.
- Перед использованием сжатого газа проверьте рабочую зону на наличие смазки или масел.
- Всегда используйте регуляторы для всех подключений газовых баллонов, клапаны должны быть полностью закрыты, когда они не используются.
- Используйте только неискрящие инструменты для горючих газов.
- Убедитесь, что цилиндр надежно закреплен в рабочей зоне.
- Вы должны ограничить давление до 30 фунтов на квадратный дюйм или меньше для продувки воздухом.
- Никогда не заправляйте газовый баллон и не пытайтесь его отремонтировать.
- Удалите протекающие баллоны из здания и должным образом выпустите весь оставшийся газ.
- Поврежденные цилиндры должны иметь пометку «Поврежден – не использовать».
- Обязательно проверьте все фитинги шлангов для систем сжатого воздуха, используя регулирующую насадку с самозакрывающимся клапаном на стороне оператора.
Хранение баллонов:
Баллоны, используемые для сварки, пайки и резки, следует хранить в соответствии со следующими инструкциями. Для получения дополнительной информации о безопасности цилиндров см. Политику безопасности цилиндров UT HM 15 в Руководстве по технике безопасности.
- Пометьте пустые баллоны и отделите их от полных.
- Всегда устанавливайте крышки на цилиндр.
- Храните баллоны в вертикальном положении вдали от источников тепла.
- Следите за тем, чтобы складское помещение было сухим и хорошо проветриваемым.
- Храните кислородные баллоны отдельно от других типов.
- Цилиндры должны быть связаны цепями или ремнями, чтобы предотвратить опрокидывание.
- Топливный газ и кислород должны храниться на расстоянии не менее 20 футов друг от друга или разделены противопожарной перегородкой, рассчитанной на один час.
ОГНЕСТОЙКИЕ МАТЕРИАЛЫ ДЛЯ ГОРЯЧИХ РАБОЧИХ ЗОН РАЗРЕШЕНЫ:
Сварочное одеяло: Сварочное одеяло представляет собой термостойкую ткань, предназначенную для размещения вблизи горячих работ.Предназначен для использования в горизонтальных условиях с легким или умеренным воздействием, например, в результате выкрашивания, шлифования, термообработки, пескоструйной обработки и легкой горизонтальной сварки. Они предназначены для защиты оборудования и предотвращения возгорания горючих материалов, таких как древесина, которые находятся под одеялом. Они сделаны из различных материалов, таких как стекловолокно, диоксид кремния и других огнестойких материалов.
Сварочные подушки: Сварочные подушки представляют собой термостойкую ткань, предназначенную для использования непосредственно при выполнении горячих работ, таких как сварка или резка.Сварочные площадки предназначены для использования в горизонтальных условиях с серьезными воздействиями, например, в результате расплавленных веществ при тяжелой горизонтальной сварке.
Сварочная завеса : Сварочная завеса представляет собой термостойкую ткань, предназначенную для размещения вблизи места проведения горячих работ. Он предназначен для использования в вертикальном положении с легким или умеренным воздействием, например, в результате выкрашивания, шлифования, термообработки и легкой горизонтальной сварки. Он разработан для предотвращения выхода искр из замкнутого пространства.
* Сварочные одеяла и завесы должны быть перечислены, одобрены или эквивалентны для такого использования. Одно из таких одобрений включает ANSI / FM 4950, Американский национальный стандарт оценки сварочных площадок, сварочных покрытий и завес для горячих работ.
Сварка и горячие работы в резервуарах и вокруг них:
По возможности избегайте огневых работ и рассмотрите альтернативные методы. Перед началом огневых работ проанализируйте опасности. Выполните оценку опасностей, которая определяет объем работ, потенциальные опасности и методы контроля опасностей.
- Работы запрещены и не должны выполняться в резервуарах, содержащих или содержащих легковоспламеняющиеся жидкости, или рядом с ними. Резервуары необходимо полностью осушить, продуть и провести атмосферные испытания с помощью счетчика горючих газов (индикатора), если работы будут проводиться на судне или внутри него. Это обеспечит отсутствие в резервуаре скопления горючих газов или паров.
- После получения сертификата безопасности для горячих работ, мониторинг атмосферы должен выполняться с использованием портативного анализатора горючих газов до и во время работы только обученным персоналом. За помощью в мониторинге атмосферы можно обратиться в отдел EHS по телефону 974-5084.
- Если получены какие-либо поддающиеся обнаружению показания, то работа не может быть начата или продолжена до тех пор, пока источник пара не будет найден и соответствующим образом смягчен таким образом, чтобы концентрация поддерживалась ниже 10% нижнего предела воспламеняемости / взрываемости. Для получения технической помощи относительно счетчиков горючего газа обращайтесь в EHS.
Опасность поражения электрическим током и меры предосторожности:
Поражение электрическим током от электросварочного и режущего оборудования может привести к смертельному исходу или серьезным ожогам. Кроме того, может возникнуть серьезная травма, если сварщик упадет в результате удара.Эта угроза безопасности связана с операциями, в которых для выработки тепла используется электричество, такими как дуговая сварка и контактная сварка и резка.
Сотрудники должны всегда применять надлежащие меры предосторожности и рекомендуемые меры безопасности, чтобы избежать поражения электрическим током. Персонал, использующий электросварочное и режущее оборудование, должен быть обучен безопасным методам работы и процедурам перед использованием этого оборудования. Некоторые меры по предотвращению поражения электрическим током включают:
- Никогда не используйте для замены электродов голыми руками или мокрыми перчатками
- Не прикасайтесь к электроду под напряжением, пока вы контактируете с рабочей цепью
- Никогда не стойте на влажной или заземленной поверхности при смене электродов.
- Не допускайте контакта держателя электрода или электрода с другими людьми или заземленными предметами.
- Заземлите рамы сварочных агрегатов.
- Изолируйте себя от обрабатываемой детали и земли, используя сухие изоляционные маты или покрытия, достаточно большие, чтобы предотвратить любой физический контакт с работой или землей, или наденьте надлежащим образом разработанные и одобренные сапоги на резиновой подошве в хорошем состоянии.
- При использовании длинных кабелей по возможности подвешивайте их над головой.Если они бегут по полу, убедитесь, что они не создают опасности споткнуться, не повредятся или не запутаются.
- Требуются дополнительные меры безопасности, когда сварка выполняется в любых из следующих условий поражения электрическим током: во влажных помещениях или в мокрой одежде, на металлических полах, решетках, строительных лесах или других металлических конструкциях; в стесненных положениях, например сидя, на коленях или лежа; или когда существует высокий риск неизбежного или случайного контакта с заготовкой и землей.При наличии этих условий используйте один из следующих типов оборудования, представленных в порядке предпочтения:
- Полуавтомат для сварки металлических электродов (проволоки) постоянного напряжения,
- Аппарат для ручной сварки покрытым электродом (стержнем) постоянного тока,
- Сварочный аппарат переменного тока с пониженным напряжением холостого хода. В большинстве случаев рекомендуется использовать сварочный аппарат постоянного напряжения постоянного тока. И не работайте в одиночку!
Защита от падения и горячие работы:
Защита от падения, используемая при сварочных работах, представляет особые проблемы, поскольку горячий шлак, образующийся при горячей работе, может повредить ремни безопасности и другое оборудование для защиты от падения.Для защиты оборудования от тепла и ультрафиолетового излучения следует использовать страховочные ремни, изготовленные из термостойкого материала. Все средства защиты от падения должны соответствовать требованиям OSHA.
Мониторинг воздуха и шума:
Пробы воздуха обычно берутся в зоне дыхания рабочего для определения концентраций (обычно в течение 8-часового рабочего дня)
Необходимо проводить регулярный мониторинг воздуха для определения уровней опасных материалов и шума в зоне сварки. По запросу EHS может выполнить мониторинг опасностей.
Медицинское наблюдение:
Ранние симптомы вредного воздействия большинства веществ, образующихся при сварке, аналогичны. Они могут включать раздражение глаз, носа, дыхательной системы, а иногда и кожи (например, «никелевый зуд», вызванный воздействием паров никеля). Кашель, стеснение в груди или боли в груди, головные боли, тошнота, рвота и усталость также могут быть некоторыми стойкими симптомами. Поскольку эти симптомы характерны для многих других заболеваний, важно определить, связаны ли они с работой.NIOSH рекомендует, чтобы все рабочие, подвергающиеся сварочным процессам, ежегодно проходили медицинские осмотры.
Обучение и информация
Обучение должно проводиться для всего персонала, затронутого этой процедурой, и в любое время в эту процедуру могут быть внесены изменения, которые повлияют на методы работы. Степень предоставляемого обучения должна определяться потенциальными опасностями, связанными с заданием на сварку, резку и пайку.
Начальная подготовка
- Чтобы сотрудники осознавали опасности, связанные со сваркой, резкой и пайкой.
- Знать правила техники безопасности при сварке, резке и пайке.
- Понимать важность и требования разрешений на выполнение огневых работ.
- Понимать требования к созданию и обслуживанию участков горячих работ
- Использовать соответствующие средства индивидуальной защиты (СИЗ) для работы
- Работники, выполняющие огневые работы, должны быть обучены правильному использованию оборудования, которое они будут использовать для выполнения огневых работ.
- Сотрудники должны быть обучены правильному использованию средств пожаротушения, предусмотренных для использования Пожарной вахты.
- Сотрудники также должны быть обучены правильному использованию любого защитного оборудования или процедур, необходимых для защиты себя или другого персонала на территории и на объекте.
Дополнительное обучение или повышение квалификации
- Все уполномоченные и затронутые сотрудники должны пройти соответствующее обучение при изменении их должностных обязанностей или изменении сварочного оборудования или процессов, которые представляют новую опасность.
- У сотрудников или руководителей есть основания полагать, что есть отклонения или несоответствия в знаниях сотрудников об известных опасностях или использовании оборудования или процедур.
Источники обучения:
- Интернет-источники (веб-сайт EHS)
- Традиционные учебные программы доступны по запросу EHS.
Бухгалтерский учет
Все записи об обучении должны быть задокументированы. Каждый отдел должен вести учет обучения. В протоколе обучения должна содержаться следующая информация: дата обучения, инструктор, имя сотрудника, местонахождение и краткое описание или краткое описание того, что было охвачено.
Для лиц с ограниченными навыками чтения должны быть предусмотрены положения, обеспечивающие ознакомление с необходимой информацией.
В конце каждой учебной программы рекомендуется пройти тест, чтобы продемонстрировать, что участники обладают необходимыми знаниями.
Список литературы
OSHA: 29 CFR 1910.133 Защита глаз и лица
OSHA: 29 CFR 1910, подраздел Q: Сварка, резка и пайка
OSHA 29 CFR 1910, подраздел J: Сварка и резка
OSHA 29 CFR 1915, подраздел D: Сварка, резка и нагрев
OSHA: 29 CFR 1926.350 Газ, сварка и резка
OSHA 29 CFR 1910.146: замкнутые пространства, требующие разрешения
OSHA 29 CFR 1910.1200: Сообщение об опасности
OSHA 29 CFR 1910.134: Защита органов дыхания
NFPA 51
NFPA 51B
Заявление об ограничении ответственности
Информация, представленная в данном руководстве, предназначена только для использования в образовательных целях и не заменяет собой специальную подготовку или опыт.
Университет Теннесси в Ноксвилле и авторы этого руководства не несут ответственности за использование или доверие каким-либо лицом любых материалов, содержащихся или упомянутых в данном документе.Материал, содержащийся в этом руководстве, может быть не самым последним.
Этот материал может свободно распространяться для некоммерческих образовательных целей. Однако, если они включены в публикации, письменные или электронные, ссылка должна быть сделана на автора. Коммерческое использование этого материала запрещено без письменного разрешения автора.
Обращение и использование газовых баллонов и сварочного оборудования
Обращение и использование газовых баллонов и оборудования
- При перемещении и хранении баллонов убедитесь, что клапаны баллонов закрыты, крышки закрыты, а пространство сухое.Если используется ацетилен, хорошо проветривайте. Наклоните и закатайте нижние края. Избегайте падений. Баллоны необходимо закреплять в вертикальном положении.
- Снимите регуляторы, если они не закреплены на тележке с баллонами, и поставьте на тележку 10-фунтовый огнетушитель класса ABC. Снимите регуляторы с кислородно-ацетиленовых режущих узлов / установок, если они не закреплены должным образом на тележке для баллонов. Примечание. Регуляторы следует снимать с цилиндров после использования, если не будет установлено, что режущий узел / буровая установка будет использоваться в течение следующих двадцати четырех (24) часов.
- Для подъема цилиндров используйте поддон, люльку или строповую доску. Не используйте колье-стропу или магнит.
- При резке или сварке защищайте цилиндры от искр, горячего шлака или пламени, разделяя их, или используйте огнестойкие экраны или одеяла
- Для зажигания фонарей использовать фрикционные зажигалки (не спички, сигареты и т. Д.).
- Когда работа закончена или баллоны пусты, убедитесь, что клапаны баллонов закрыты и крышки на баллонах
- Магазинные регуляторы, шланги и т. Д.в чистом, сухом, хорошо вентилируемом помещении.
- Баллоны с кислородом и ацетиленом должны быть разделены противопожарной перегородкой или не менее 20 футов при хранении.
- Предохранительные клапаны Flashback должны использоваться на всех шлангах и линиях манометров и коллектора.
Обращение и использование сварочного оборудования
- Только стандартное оборудование для электродуговой сварки, такое как генераторы, мотор-генераторы, трансформаторы и т. Д., Соответствующее требованиям Национальной ассоциации производителей электрооборудования или Underwriters Laboratory, Inc., или оба, следует использовать.
- Все электросварочные аппараты должны быть должным образом заземлены, а все электрические кабели перед использованием должны быть проверены на предмет повреждений, чрезмерного износа и ослабленных соединений.
- Если необходимо соединить несколько отрезков кабеля для использования в качестве цепи сварочного вывода, следует использовать изолированные соединители как на заземлении, так и на плюсовом проводе. В пределах 10 футов от электрододержателя (стингера) не должно быть стыков или соединений.
- По возможности, защищайте людей в рабочей зоне от прямых лучей дуги.Забаррикадируйте горячий материал противопожарным одеялом или другим негорючим брезентом.
- Регуляторы и манометры должны ремонтироваться только квалифицированными поставщиками.
- Осмотрите рабочую зону и найдите потенциальные опасности. Уберите горючие материалы на расстояние не более 35 футов от рабочей зоны. Если горючие материалы нельзя переместить, накройте их негорючим брезентом. Убедитесь, что оборудование находится в хорошем рабочем состоянии.
- Убедитесь, что поблизости есть огнетушитель. Поставьте пожарное дежурство, если того требуют условия.Убедитесь, что поблизости есть универсальный сухой химический огнетушитель. Если свариваются алюминий, магний или другие горючие металлы, необходимо иметь в наличии огнетушитель класса D – Металлы.
- Выполните атмосферные испытания, если в рабочей зоне существует вероятность наличия горючих газов или паров. Также помните о горючей пыли (опилки, алюминиевая стружка и т. Д.). При необходимости обеспечьте вентиляцию. При необходимости проводите периодические проверки газа. При необходимости проведите испытание на наличие легковоспламеняющихся / горючих газов в атмосфере.
- Закройте люки, ямы, канализационные трубы, двери, окна, полости в стенах, проемы в полу и любые другие проемы, в которые может упасть искра и вызвать пожар.
- Защитите ближайших рабочих от мгновенного ожога. Сообщите им об опасности возгорания, ожога и вспышки ожога.
- Убедитесь, что вы не оказываете отрицательного воздействия на другие операции и оборудование поблизости.
- Убедитесь, что вы знаете, где находится ближайший телефон и станция пожарной сигнализации.
Для получения дополнительной информации о правильном обращении и использовании баллонов со сжатым газом посетите веб-страницу баллонов со сжатым газом.
Как настроить сварочный аппарат MIG
Сварка MIG – это доступный и простой в освоении процесс для домашнего любителя.Вот как начать.
Коллега однажды сказал мне: «Если вы можете запотеть зеркало, вы можете сваривать MIG». Это старый трюизм, который он слышал от своего друга-автосервиса много лет назад. Хотя можно воспринять это заявление как оскорбление, не думайте об этом так. Сварка MIG – это эффективный и доступный по цене процесс, которому легко научиться. Короче говоря, это отличный вход в крутой мир металлообработки.
Мы рассмотрели это в других статьях, но, повторяя основы, MIG означает Metal Inert Gas, и это более общий термин для отраслевого описания процесса: GMAW: Газовая дуговая сварка металла.Металл подается машиной в виде катушки с тонкой стальной проволокой, экранированной медью, которая подается по кабелю к горелке. Провод заряжается положительным напряжением, которое дугой подается на заземленную заготовку. Тепло, генерируемое этой электрической схемой, плавит проволоку и окружающий металл детали, которая при охлаждении плавится и образует сварное соединение. Электрическая дуга возникает в облаке инертного газа (I и G в MIG), который выходит из наконечника горелки. Этот инертный газ окружает дугу, стабилизируя ее и предотвращая попадание кислорода в расплавленный металл до его охлаждения.Почему вы хотите, чтобы кислород не попадал в расплавленную сталь? Ответ на этот вопрос знает всякий, кто живет в поясе ржавчины.
Сварка MIG проста в освоении и имеет множество применений, выходящих далеко за рамки автомобильных приложений. Машины становятся все более доступными с каждым днем, а также стали очень сложными за последние несколько лет, практически настраиваясь на вас, оставляя вам простую работу – прикрепить зажим заземления и нажать на спусковой крючок на горелке.
Просмотреть все 20 фотоВ этой вводной части мы покажем вам, как настроить сварочный аппарат MIG для первого использования.Мы используем Multimatic 215 от Miller Electric, аппарат, который также выполняет сварку Stick и TIG в одном компактном устройстве. В этой статье мы сосредоточимся на процессе сварки MIG и предположим, что вы будете использовать проволоку MIG с цельным сердечником для сварки низкоуглеродистой стали, а не нержавеющей стали или алюминия.
Посмотреть все 20 фотографийВ комплект поставки Miller Multimatic 215 входит все необходимое для начала сварки MIG, даже небольшая катушка сплошной проволоки диаметром 0,030 дюйма, а это означает, что нам нужно было только съездить на склад сварочного оборудования за баллоном защитного газа ( хотя мы также купили катушку с проволокой побольше).У вас есть несколько вариантов, но для мягкой стали обычно рекомендуется смесь из 75 процентов аргона и 25 процентов CO2. Мы приобрели 125 куб. футовый баллон «MIG Mix» примерно за 80 долларов. Эта стоимость может показаться высокой, но после первоначальной покупки вы можете обменять пустой баллон на полный за гораздо меньшие деньги.
Просмотреть все 20 фотоКроме того, если вы начинаете с нуля, необходимо иметь надлежащее защитное снаряжение. Купите пару толстых кожаных перчаток, кожаную или парусиновую куртку, кожаные туфли или ботинки и шлем.Сварка MIG вызывает появление брызг, которые могут попасть в, казалось бы, труднодоступные места на вашем теле, и они могут быть достаточно горячими, чтобы обжечь вас. Кроме того, как и в любом другом хорошем магазине, держите под рукой огнетушитель.
Просмотреть все 20 фотоМногие сварочные маски имеют самозатухающий свет, что означает, что линзы автоматически затемняются при зажигании дуги. Это полезно, поскольку избавляет от необходимости переворачивать шлем вверх и вниз при изменении положения фонарика. Однако они дороже.
Просмотреть все 20 фотографийЕще одно хорошее приобретение – это набор плоскогубцев для сварки MIG, которые используются для зажима конца проволоки, очистки от шлака и снятия сопла горелки.
Просмотреть все 20 фотографийСобрав все необходимые расходные материалы и защитное оборудование, настроить машину относительно легко. Мы купили 11-фунтовую катушку 0,023-дюймовой проволоки ER70-S6 и установили ее на ступицу машины. Буквенно-цифровое обозначение означает проволоку для контактной электросварки из определенного сплава (70), содержащего определенное количество кремния (S6).В Интернете доступны таблицы, которые помогут вам подобрать проволоку для свариваемого материала, но обычно вы будете использовать ER70-S2 или S6 для низкоуглеродистой стали, и это самое безопасное место для начала. Как правило, вы, скорее всего, будете использовать проволоку MIG 0,023, 0,030 или 0,035 дюйма для большинства сварочных работ в автомобилях. Более тонкая проволока лучше подходит для более тонкого материала, такого как внешний листовой металл, в то время как более толстая проволока должна использоваться для более толстого материала, такого как рамы, картеры оси и компоненты подвески.
Просмотреть все 20 фотоВ зависимости от диаметра проволоки вам понадобится соответствующий приводной ролик.Это часть механизма, который снимает проволоку с катушки и подает ее через кабель к наконечнику резака. Маркированы проволоки разного диаметра.
Посмотреть все 20 фотографийПриводной ролик Миллера имеет три различных канавки для проволоки диаметром 0,023, 0,030 и 0,035 дюйма. Ролик устанавливается на подпружиненный приводной вал, что позволяет установить его на нужную глубину, чтобы войти в канавку, соответствующую используемому тросу. Другие сварочные аппараты MIG имеют отдельные приводные ролики для проволоки разного диаметра.
Просмотреть все 20 фотоВам также понадобится контактный наконечник, соответствующий используемому вами проводу. Контактный наконечник ввинчивается в конец резака. Это часть, которая передает напряжение на провод, когда он выходит из горелки. У нашего сварочного аппарата были контактные наконечники 0,030 и 0,035 дюйма. Мы купили наконечник 0,023 в нашем местном магазине сварочных материалов.
Просмотреть все 20 фотографийУстановив правильный приводной ролик и контактный наконечник, можно начинать подачу проволоки в привод и кабель горелки. Будьте осторожны, ослабляя конец провода.В зависимости от того, насколько плотно она намотана, несколько футов проволоки могут соскочить с катушки, оставив на полу большое количество проволоки.
Просмотреть все 20 фотоОдной рукой удерживайте проволоку на катушке, а другой прижмите загнутый конец проволоки. Вы не хотите подавать перекрученную или изогнутую проволоку в приводной механизм. Он может зацепиться или скопиться внутри кабеля горелки.
Просмотреть все 20 фотоПротяните проволоку через направляющую и над приводным роликом, затем в кабель резака. Трос зажат верхним роликом, который поддерживает натяжение троса с помощью ручки регулировки.
Просмотреть все 20 фотографийТеперь вы можете либо вручную протолкнуть провод через кабель к концу наконечника резака, либо вы можете включить устройство, и механизм привода сделает это за вас. Multimatic, как и многие другие сварочные аппараты в линейке продуктов Miller, может работать от 110 или 220 вольт и поставляется с двумя разными вилками. Удобно, что вилка 220 В подходит к стандартной розетке сушилки с прямым лезвием.
Просмотреть все 20 фотографийПри включенном сварочном аппарате можно включить горелку и пропустить проволоку через кабель.Увеличение скорости подачи проволоки ускорит процесс. На этом этапе вы также можете отрегулировать натяжение приводного ролика. Нет необходимости слишком сильно поворачивать ручку натяжения, достаточно всего того, чтобы не допустить соскальзывания троса.
Посмотреть все 20 фотографийРегуляторы газа также входят в комплект Multimatic 215. Правый датчик показывает общее давление в газовом баллоне, а левый датчик показывает давление на выходе из баллона, которое регулируется с помощью Т-образной ручки. Хорошее начало – установка примерно на 20 фунтов на квадратный дюйм.
Посмотреть все 20 фотографийПоскольку Multimatic 215 выполняет оба процесса, он имеет двойные впускные отверстия для защитного газа для сварки MIG и TIG. TIG обычно проводится с использованием чистого аргона или гелия. В нашей сварочной тележке достаточно места только для одного газового баллона, но есть и другие, которые могут вместить два.
Просмотреть все 20 фотоMiller включает подробную памятку, которая поможет вам настроить машину. В основном вам необходимо знать состав и толщину свариваемого материала, а функция автоматической настройки устанавливает напряжение и скорость подачи проволоки.Судя по опыту, это тоже очень точно.
Просмотреть все 20 фотографийПри желании вы также можете вручную установить напряжение и скорость подачи на сенсорном дисплее на передней панели станка.
Просмотреть все 20 фотографийУбедитесь, что газ выходит из сопла резака, несколько раз включив резак. Возможно, вам потребуется отрегулировать регулятор, чтобы поддерживать стабильное давление от 15 до 20 фунтов на квадратный дюйм во время работы устройства. Как только это будет сделано, прикрепите зажим заземления, и вы готовы к сварке. Всегда полезно проверить настройки на ломе того же материала, который вы будете сваривать.
Gardena Welding Supply, (310) 323-5850, GardenaWeldingSupply.com
Miller Electric, (920) 734-9821, MillerWelds.com
Просмотреть все 20 фотографийСварочное оборудование | HCC
Что такое сварочная технология?
Программа сваркиHCC позволяет работать с самыми современными инструментами и станками. чтобы вы могли продолжить свое образование. Вы свариваете различные виды металлов, например низкоуглеродистая сталь, алюминий, чугун и нержавеющая сталь.Вы также узнаете:
- Электродуговая сварка.
- Сварка и резка кислородно-ацетиленовым газом.
- Сварка металлов в инертном газе (MIG).
- Сварка вольфрамом в среде инертного газа (TIG).
- Чтение чертежей.
- Сварка металлов из низкоуглеродистой стали, алюминия, чугуна и нержавеющей стали.
- Эксплуатация пил, сверлильных станков, шлифовальных машин, механических ножниц, металлических тормозов и валков, и множество других ручных инструментов.
Какой у меня выбор карьеры?
Большинство сварщиков работают в обрабатывающих отраслях.Остальные работают в строительстве фирмы и предприятия, оказывающие различные ремонтные услуги. Опытный сварщик может получить квалификацию как техник, супервайзер, инспектор или как владелец сварочного бизнеса. Проверенный сварщики – одни из самых высокооплачиваемых специалистов из всех профессий.
Ознакомьтесь с некоторыми из наших выпускников IMT и FAME, когда они применяют свое производственное образование работа в местной промышленности в этом видео от Henderson Economic Development!
Какие у меня варианты степени, диплома или сертификата?
- Аппарат для дуговой сварки
- AWS Национальный стандарт навыков, уровень I
- Аппарат для газовой дуговой сварки металла
- Аппарат для газовой вольфрамовой дуговой сварки
- Сварщик трубопроводов
- Сварщик производственной линии
- Аппарат для дуговой сварки экранированных металлов
- Сварщик прихваток
Дополнительная информация
Продолжительность программы
Вы можете получить степень младшего специалиста по прикладным наукам за два года, если будете работать на полную ставку. положение дел.
Эту информацию не следует рассматривать как замену Каталога KCTCS. Вы всегда должны выбирать классы в сотрудничестве с вашим консультантом факультета, чтобы гарантировать что вы соответствуете всем требованиям к ученой степени.
Академические планы
Заявление на получение сертификата, диплома или степени (.doc)
Двухлетний график
Сколько часов для занятий в классе / онлайн?
AWS National Skills Standards Level I : 33–34 из * требуемых 33–34 кредитных часа – это обучение в классе / лаборатории.
Сварщик прихваток : 10 из * требуемых 10 кредитных часов – это обучение в классе / лаборатории.
Сварщик производственной линии : 19-20 из * необходимых 19-20 кредитных часов – это обучение в классе / лаборатории.
Дуговая сварка : 24-25 * требуемых 24-25 кредитных часов – это обучение в классе / лаборатории.
Дуговая сварка защищенного металла : 17-18 из * требуемых 17-18 кредитных часов – это обучение в классе / лаборатории.
Газовая дуговая сварка металла : 17-18 из * требуемых 17-18 кредитных часов – это обучение в классе / лаборатории.
Газовая вольфрамо-дуговая сварка : 17-18 из * требуемых 17-18 кредитных часов – это обучение в классе / лаборатории.
* не включает курсы зачетных часов <100 уровней
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы находитесь в нужном месте.В этом блоге Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы этого процесса. Прочтите и узнайте все, что вам нужно знать о современных сварочных технологиях.
Основы дуговой сваркиДуговая сварка – не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки, а металлический сварочный стержень – для соединения металлов.Но сегодня это относительно редкий вид сварочной техники.
Однако дуговая сварка, безусловно, является наиболее распространенным типом сварки, поэтому в этом руководстве мы поговорим об этом. Основы просты. В технологии дуговой сварки используется мощная электрическая «дуга» для плавления металлической заготовки, заземленной на сварочный аппарат, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «прыгает» и течет по воздуху между двумя проводниками.В данном случае это металлическая заготовка и электрод, к которым через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до чрезвычайно высокой температуры, плавя как электрод, так и металл, которого он касается, создавая сварочную ванну, которая позволяет соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как работает аппарат для дуговой сварки.
Как работает аппарат для дуговой сварки – пошаговые инструкцииГотовы погрузиться в детали? Вот пошаговое руководство по работе аппарата для дуговой сварки.
1. Настройка аппарата – Для начала необходимо настроить сварочный аппарат. Для изменения мощности машины и ее работы можно использовать различные элементы управления. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить аппарат для дуговой сварки.
2. Заземление сварочного материала – Когда сварщик будет готов начать процесс сварки, он прикрепит зажим заземления к металлической заготовке. Он присоединяется непосредственно к сварочному аппарату.Это важно, потому что это помогает завершить электрическую цепь, которая создаст дугу, которая используется для соединения двух металлических частей вместе.
3. Размещение провода электрода напротив сварочного материала – Когда сварщик готов начать процесс сварки, он прикладывает электрод с высокой проводимостью к сварочному материалу и активирует аппарат, чтобы пропустить электрический ток через заготовку. Электродом может быть стержневой электрод или кусок проволоки, подаваемый через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги – Когда электрод слегка отодвигается от металлической заготовки, обычно примерно на 2–4 миллиметра, в виде электрических скачков между металлом и электродом образуется электрическая дуга. Эта чрезвычайно горячая дуга почти сразу же начинает плавить металлическую деталь и электрод.
5. Плавление металлов и их соединение – После образования дуги металлическая заготовка и электрод будут продолжать плавиться вместе, образуя так называемую «сварочную ванну».«Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом – При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, которые ухудшают качество металлического соединения.
Для предотвращения этого используется защитный газ, например аргон, гелий или диоксид углерода. В зависимости от типа сварки электрод может быть покрыт «флюсом», материалом, который выделяет защитный газ во время плавления, или защитный газ может подаваться через сварочный инструмент из специальных сборных резервуаров, используемых сварочным аппаратом.Это защищает целостность соединения и сохраняет его стабильность, предотвращая разрушение из-за разложения газов в атмосфере.